ASHOOTER軸找正儀裝置
行業(yè)標(biāo)準(zhǔn)的高度契合AS500的寬頻特性符合以下國際標(biāo)準(zhǔn)對設(shè)備狀態(tài)監(jiān)測的要求:ISO10816-3:機(jī)械振動評估標(biāo)準(zhǔn)中,10Hz~1000Hz的振動速度是旋轉(zhuǎn)機(jī)械狀態(tài)分級的**指標(biāo)。ISO16232-7:汽車零部件振動測試標(biāo)準(zhǔn)要求覆蓋20Hz~20kHz頻段,AS500的14kHz上限可滿足多數(shù)汽車制造場景需求、典型應(yīng)用案例解析1.齒輪箱復(fù)合故障診斷某風(fēng)電齒輪箱運行時出現(xiàn)異常噪聲,AS500頻譜分析顯示:低頻段:1X頻率(20Hz)幅值達(dá)5mm/s(超標(biāo)),結(jié)合激光對中數(shù)據(jù)定位為齒輪箱輸入軸平行偏差。高頻段:在3kHz~4kHz頻段檢測到周期性沖擊信號,進(jìn)一步拆解發(fā)現(xiàn)行星輪齒面存在疲勞裂紋。通過多維度數(shù)據(jù)融合,故障定位效率較傳統(tǒng)方法提升70%。 鐳射激光對中儀的操作界面本地化適配。ASHOOTER軸找正儀裝置
軸找正儀
AS500激光對中分析儀的頻譜分析功能可覆蓋10Hz至14kHz的寬頻范圍,其**技術(shù)特性與實際應(yīng)用場景如下:一、頻率范圍的技術(shù)定義與實測參數(shù)**分析區(qū)間根據(jù)AS500的技術(shù)規(guī)格,其振動分析模塊通過ICP磁吸式加速度計(靈敏度100mV/g)實現(xiàn)以下頻率分段監(jiān)測:10~1000Hz:主要測量振動速度(單位:mm/s),覆蓋軸系不對中、不平衡等低頻機(jī)械故障(如旋轉(zhuǎn)頻率1X、2X諧波)。例如,某壓縮機(jī)對中偏差,1X頻率(100Hz)的振動速度從2mm/s升至8mm/s。1000~14kHz:聚焦高頻加速度(單位:g),用于檢測軸承滾動體缺陷、齒輪嚙合異常等高頻沖擊信號。例如,軸承內(nèi)圈裂紋會在3kHz~5kHz頻段產(chǎn)生特征性沖擊脈沖。 CCD軸找正儀供應(yīng)商如何使用AS500旋轉(zhuǎn)軸校心儀進(jìn)行校準(zhǔn)操作?

預(yù)測性維護(hù)與數(shù)據(jù)管理能力AS500通過多源數(shù)據(jù)融合實現(xiàn)設(shè)備健康狀態(tài)的全周期追蹤:智能報告生成:內(nèi)置故障數(shù)據(jù)庫與算法模型,可根據(jù)對中偏差、溫度熱點、振動頻譜自動生成診斷報告,標(biāo)注“需立即調(diào)整”“定期監(jiān)測”等維護(hù)建議,并支持USB/藍(lán)牙導(dǎo)出對接企業(yè)CMMS系統(tǒng)。例如,某電機(jī)檢測中,振動頻譜顯示10-1000Hz頻段加速度值超標(biāo)(),結(jié)合熱成像發(fā)現(xiàn)軸承溫度85℃(正常<60℃),系統(tǒng)自動判定軸承磨損并建議更換,避免了轉(zhuǎn)子掃膛事故。歷史數(shù)據(jù)追溯:,可見光攝像頭同步拍攝設(shè)備狀態(tài),生成包含熱力圖的智能報告,便于追溯故障演變過程。而FixturlaserAT-200等競品雖有3D圖形界面,但未集成熱成像與振動數(shù)據(jù)存儲功能。
多軸聯(lián)動動態(tài)響應(yīng)優(yōu)化在多軸聯(lián)動加工中,ASHOOTER的動態(tài)補(bǔ)償算法可修正設(shè)備運行中的熱變形與機(jī)械間隙:熱膨脹預(yù)調(diào)整:根據(jù)機(jī)床材料熱膨脹系數(shù)(如鋼:11×10??/℃),提前計算冷態(tài)預(yù)調(diào)整量。例如,某高溫合金加工機(jī)床在80℃運行時,ASHOOTER自動調(diào)整Z軸絲杠預(yù)拉伸量,使熱態(tài)定位誤差從0.05mm降至0.01mm。反向間隙補(bǔ)償:通過振動分析模塊檢測伺服軸反向間隙,結(jié)合激光對中數(shù)據(jù)生成補(bǔ)償參數(shù)。例如,某車銑復(fù)合機(jī)床B軸反向間隙從0.04mm補(bǔ)償至0.005mm,加工螺旋槽時螺距誤差從±0.03mm改善至±0.008mm。HOJOLO軸對中修正儀。
激光軸同心度檢測儀(如ASHOOTER系列)的測量誤差計算需結(jié)合設(shè)備原理、測量參數(shù)及誤差來源,通過多維度分析評估,**終得到綜合誤差結(jié)果。以下從誤差來源、計算步驟、關(guān)鍵參數(shù)及實例說明四部分詳細(xì)介紹:一、測量誤差的**來源激光軸同心度檢測儀的測量誤差由系統(tǒng)誤差、隨機(jī)誤差和環(huán)境誤差共同構(gòu)成,具體包括:系統(tǒng)誤差:設(shè)備固有精度(如激光波長穩(wěn)定性、CCD探測器分辨率)、夾具安裝偏差(夾爪與軸的同心度誤差)、基準(zhǔn)軸校準(zhǔn)偏差等。隨機(jī)誤差:多次測量中因振動、氣流擾動、操作手法細(xì)微差異導(dǎo)致的數(shù)值波動。環(huán)境誤差:溫度變化(導(dǎo)致工件/設(shè)備熱脹冷縮)、濕度(影響激光傳播)、電磁干擾(影響傳感器信號)等。三、實例說明以ASHOOTERAS500測量某鋼軸(長度L=500mm)為例:標(biāo)準(zhǔn)件對比:標(biāo)準(zhǔn)軸徑向偏差,測量值→Δ_系統(tǒng)_r=。5次重復(fù)測量徑向偏差:、、、、→μ_r=,σ_r≈→Δ_隨機(jī)_r=3×≈。環(huán)境溫差Δt=5℃→Δ_T=×10??/℃×500mm×5℃≈→Δ_環(huán)境_r≈。總徑向誤差=√(2+2+2)≈。四、注意事項優(yōu)先通過標(biāo)準(zhǔn)件校準(zhǔn)(如已知偏差的精密軸)驗證設(shè)備誤差,減少系統(tǒng)誤差影響。多次測量時需保持環(huán)境穩(wěn)定(溫度波動≤2℃,振動≤),降低隨機(jī)誤差和環(huán)境誤差。ASHOOTER激光對中儀在精密機(jī)床安裝中的關(guān)鍵作用?ASHOOTER軸找正儀裝置
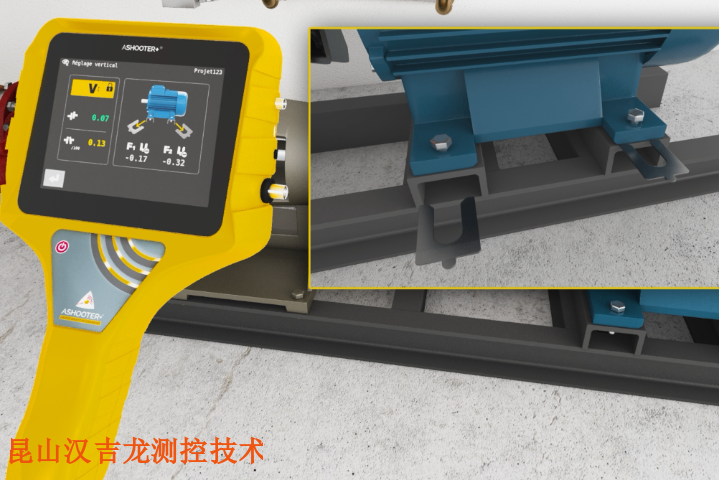
激光對中反饋系統(tǒng)在自動化生產(chǎn)線對中調(diào)整中的高效性。ASHOOTER軸找正儀裝置
五軸葉輪加工中心校準(zhǔn)某航空航天企業(yè)五軸葉輪加工中心因A軸旋轉(zhuǎn)精度下降,導(dǎo)致葉片型面誤差超標(biāo)。使用ASHOOTER進(jìn)行校準(zhǔn):激光對中:檢測A軸回轉(zhuǎn)軸心在Y方向偏差0.025mm,通過調(diào)整轉(zhuǎn)臺支撐軸承位置消除偏差。熱成像監(jiān)測:發(fā)現(xiàn)主軸前軸承溫度異常升高(75℃vs正常50℃),結(jié)合振動分析判定軸承預(yù)緊力不足,重新調(diào)整后溫度恢復(fù)正常。動態(tài)補(bǔ)償:針對葉輪高速旋轉(zhuǎn)時的離心力變形,ASHOOTER生成冷態(tài)預(yù)調(diào)整方案,使葉片加工輪廓誤差從±0.04mm控制在±0.01mm以內(nèi),加工效率提升15%。ASHOOTER軸找正儀裝置
- 耦合軸找正儀供應(yīng)商 2025-07-29
- 便宜聯(lián)軸器對中儀工作原理 2025-07-29
- 無線聯(lián)軸器對中儀找正方法 2025-07-29
- 漢吉龍測控軸找正儀裝置 2025-07-29
- 河北進(jìn)口軸找正儀 2025-07-29
- 機(jī)械激光對中儀器定做 2025-07-29
- 租用軸找正儀保養(yǎng) 2025-07-29
- 耦合激光對中儀器工作原理 2025-07-29
- 江蘇專業(yè)軸找正儀 2025-07-29
- 愛司軸找正儀演示 2025-07-29
- 湖南相位激光測距模塊 2025-07-29
- 寧波離線型燒錄器品牌 2025-07-29
- 南京多合一燒錄器工廠 2025-07-29
- 智能實驗室自動化礦物光譜分析儀自動化解決方案 2025-07-29
- 福建熱電阻圖片 2025-07-29
- 江蘇國產(chǎn)制備液相色譜有哪些 2025-07-29
- 杭州電子水質(zhì)監(jiān)測儀生產(chǎn)商 2025-07-29
- 杭州局部放電在線監(jiān)測相關(guān)標(biāo)準(zhǔn) 2025-07-29
- 蘇州塑料剪切試驗機(jī)廠家 2025-07-29
- 山西電接點數(shù)字壓力表 2025-07-29