進(jìn)口超精密半導(dǎo)體元件
超精密加工技術(shù)的特點(diǎn)及其應(yīng)用超精密加工目前尚沒(méi)有統(tǒng)一的定義,在不同的歷史時(shí)期,不同的科學(xué)技術(shù)發(fā)展水平情況下,有不同的理解。通常我們把被加工零件的尺寸精度和形位精度達(dá)到零點(diǎn)幾微米,表面粗糙度優(yōu)于百分之幾微米的加工技術(shù)稱為超精密加工技術(shù)。超精密加工的重要手段包括①超精密切削,如超精密金剛石刀具鏡面車削、銷削和銑削等;②超精密磨削、研磨和拋光;③超精密微細(xì)加工(電子束、離子束、激光束加工以及微硅器件的加工、LIGA技術(shù)等)。不改變基材成分的激光超精密加工應(yīng)用有激光淬火(相變硬化)、激光清洗、激光沖擊硬化和激光極化等。進(jìn)口超精密半導(dǎo)體元件
超精密
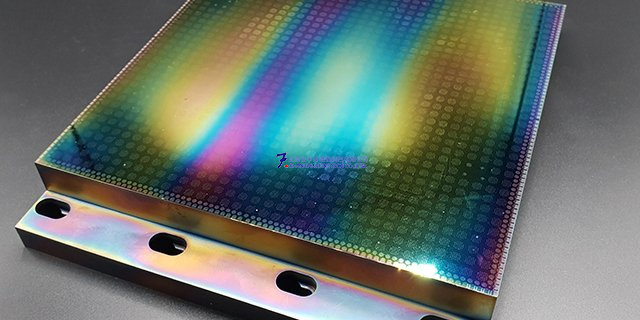
超精密加工技術(shù)的發(fā)展趨勢(shì)向更高精度方向發(fā)展:由現(xiàn)在的亞微米級(jí)向納米級(jí)進(jìn)軍,以期達(dá)到移動(dòng)原子的目的,實(shí)現(xiàn)原子級(jí)加工。向大型化方向發(fā)展:研制各類大型的超精密加工設(shè)備,以滿足航空、航天、通信和安全的需要。向微型化方向發(fā)展:以適應(yīng)飛速發(fā)展的微機(jī)械、集成電路的需要。向超精結(jié)構(gòu)、多功能、光、加工檢測(cè)一體化等方向發(fā)展:多采用先進(jìn)的檢測(cè)監(jiān)控技術(shù)實(shí)時(shí)誤差補(bǔ)償。新工藝和復(fù)合加工技術(shù)不斷涌現(xiàn):使加工的材料的范圍不斷擴(kuò)大1。微加工超精密VACUM CHUCK對(duì)于大件產(chǎn)品的加工,大件產(chǎn)品的模具制造費(fèi)用很高,激光超精密加工不需任何模具制造。

通常,按加工精度劃分,機(jī)械加工可分為一般加工、精密加工、超精密加工三個(gè)階段。目前,精密加工是指加工精度為10~0.1μm,表面粗糙度為Ra0.1~0.01μm,公差等級(jí)在IT5以上的加工技術(shù)。但一般加工、精密加工和超精密加工只是一個(gè)相對(duì)概念,其間的界限將隨著加工技術(shù)的進(jìn)步不斷變化,現(xiàn)在的精密加工可能就是明天的一般加工。凸起字樣被緩慢地往下壓進(jìn)底部,變成平滑表面看似現(xiàn)代科技的超精密加工,其實(shí)在上個(gè)世紀(jì)早已出現(xiàn)超精密加工的發(fā)展經(jīng)歷了如下三個(gè)階段:(1)20世紀(jì)50年代至80年代為技術(shù)開創(chuàng)期出于航天、大規(guī)模集成電路、激光等技術(shù)發(fā)展的需要,美國(guó)率先發(fā)展了超精密加工技術(shù),開發(fā)了金剛石刀具超精密切削——單點(diǎn)金剛石切削(Singlepointdiamondturning,SPDT)技術(shù),又稱為“微英寸技術(shù)”,用于加工激光核聚變反射鏡、戰(zhàn)術(shù)導(dǎo)彈及載人飛船用球面、非球面大型零件等。(2)20世紀(jì)80年代至90年代為民間工業(yè)應(yīng)用初期在相關(guān)機(jī)構(gòu)的支持下,美國(guó)的摩爾公司、普瑞泰克公司開始超精密加工設(shè)備的商品化,而日本的東芝和日立以及歐洲Cranfield大學(xué)等也陸續(xù)推出產(chǎn)品,并開始用于民間工業(yè)光學(xué)組件的制造。但當(dāng)時(shí)的超精密加工設(shè)備依然高貴而稀少,主要以特殊機(jī)的形式訂作。
超精密加工主要包括三個(gè)領(lǐng)域:超精密切削加工如金剛石刀具的超精密切削,可加工各種鏡面。它已成功地解決了用于激光核聚變系統(tǒng)和天體望遠(yuǎn)鏡的大型拋物面鏡的加工。超精密磨削和研磨加工如高密度硬磁盤的涂層表面加工和大規(guī)模集成電路基片的加工。超精密特種加工如大規(guī)模集成電路芯片上的圖形是用電子束、離子束刻蝕的方法加工,線寬可達(dá)0.1μm。如用掃描隧道電子顯微鏡(STM)加工,線寬可達(dá)2~5nm。超精密加工是指亞微米級(jí)(尺寸誤差為0.3~0.03μm,表面粗糙度為Ra0.03~0.005μm)和納米級(jí)(精度誤差為0.03μm,表面粗糙度小于 Ra0.005μm)精度的加工。實(shí)現(xiàn)這些加工所采取的工藝方法和技術(shù)措施,則稱為超精加工技術(shù)。加之測(cè)量技術(shù)、環(huán)境保障和材料等問(wèn)題,人們把這種技術(shù)總稱為超精工程。激光超精密加工技術(shù)領(lǐng)域,全球有多家廠商參與競(jìng)爭(zhēng)并提供各種不同類型的設(shè)備。主要廠商集中在亞洲、德國(guó)等。
20世紀(jì)60年代為了適應(yīng)核能、大規(guī)模集成電路、激光和航天等技術(shù)的需要而發(fā)展起來(lái)的精度極高的一種加工技術(shù)。到80年代初,其加工尺寸精度已可達(dá)10納米(1納米=0.001微米)級(jí),表面粗糙度達(dá)1納米,加工的小尺寸達(dá) 1微米,正在向納米級(jí)加工尺寸精度的目標(biāo)前進(jìn)。納米級(jí)的超精密加工也稱為納米工藝(nano-technology) 。超精密加工是處于發(fā)展中的跨學(xué)科綜合技術(shù)。20 世紀(jì) 50 年代至 80 年代為技術(shù)開創(chuàng)期。20 世紀(jì) 50 年代末,出于航天等技術(shù)發(fā)展的需要,美國(guó)率先發(fā)展了超精密加工技術(shù),開發(fā)了金剛石刀具超精密切削——單點(diǎn)金剛石切削(Single point diamond turning,SPDT)技術(shù),又稱為“微英寸技術(shù)”,用于加工激光核聚變反射鏡、戰(zhàn)術(shù)導(dǎo)彈及載人飛船用球面、非球面大型零件等。超精密飛秒激光技術(shù)是一種高精度、非接觸、非熱效應(yīng)的加工方法,適用于各種材料的微細(xì)加工。超硬超精密半導(dǎo)體流量閥
激光超精密加工質(zhì)量的影響因素少,加工精度高,在一般情況下均優(yōu)于其它傳統(tǒng)的加工方法。進(jìn)口超精密半導(dǎo)體元件
微泰,利用自主自主技術(shù),飛秒激光螺旋鉆孔系統(tǒng)和獨(dú)有ELID(電解在線砂輪修正技術(shù)),飛秒激光拋光技術(shù),生產(chǎn)各種超精密零部件。有三星電子,三星電機(jī)等諸多企業(yè)的業(yè)績(jī),四百四十毫米平面方板,平坦度可以做到5微米以下,表面粗糙度RA達(dá)0.01微米以下,可以鉆20微米的孔,圓度可以達(dá)到95%以上,可以加工不同形狀和尺寸的微孔,MAX可處理八十萬(wàn)個(gè)微孔,刀具方面,刀鋒可以加工到0.2微米厚度,刀片對(duì)稱度到達(dá)3微米以下,刀片邊緣線性低于5微米以下。我們特別專注于生產(chǎn)需要高難度、高公叉、高幾何公叉的產(chǎn)品,超精密零件,包括耗散零件、噴嘴、索引表和夾鉗,以及用于MLCC和半導(dǎo)體領(lǐng)域的各種精密零件,真空板。可以加工和制造各種材料,包括不銹鋼、硬質(zhì)合金、氧化鋯和陶瓷,刀具,刀片,超高精密治具,鏡頭切割器和刀具CL切割器、TCB拾取工具、折疊芯片模具、攝像頭模組的拾取工具,治具。特別是超薄,超鋒利的鏡頭切割器,光滑無(wú)毛邊地切割塑料鏡片的澆口,占韓國(guó)塑料鏡頭切割刀具90%以上的市場(chǎng),精密要求極高的攝像機(jī)傳感器與IC、PCB進(jìn)行熱壓接合用治具,也占韓國(guó)90%以上市場(chǎng)。有問(wèn)題請(qǐng)聯(lián)系上海安宇泰環(huán)保科技有限公司總代理進(jìn)口超精密半導(dǎo)體元件
- 進(jìn)口超精密覆膜貼合工具 2025-07-12
- 半導(dǎo)體超精密陣列遮罩板 2025-07-12
- 自動(dòng)化超精密 2025-07-12
- 韓國(guó)加工超精密MLCC垂直刀片 2025-07-12
- 半導(dǎo)體加工超精密鉆孔 2025-07-12
- 上海韓國(guó)技術(shù)飛秒激光刀具制造 2025-07-12
- 韓國(guó)技術(shù)超精密精密制造 2025-07-12
- 半導(dǎo)體加工超精密拋光 2025-07-12
- 北京微米級(jí)飛秒激光覆膜貼合工具 2025-07-12
- 飛秒激光超精密真空卡盤 2025-07-12
- 成都工業(yè)熱風(fēng)機(jī)定做 2025-07-12
- 隨州直線滑臺(tái)設(shè)計(jì) 2025-07-12
- 青海培訓(xùn)教學(xué)設(shè)備 2025-07-12
- 國(guó)內(nèi)自動(dòng)售貨機(jī)電話多少 2025-07-12
- 南昌倉(cāng)儲(chǔ)物流智能怎么樣 2025-07-12
- 紹興大型整緯機(jī)定制 2025-07-12
- 德國(guó)戴博Diebold機(jī)床電主軸 2025-07-12
- 閔行區(qū)智能語(yǔ)音助手哪里有 2025-07-12
- 浙江SF6傳感器代加工 2025-07-12
- 蘇州履帶式察打一體機(jī)器人供應(yīng)價(jià)格 2025-07-12