-
資料匯總12--自動卡條夾緊機-常州昱誠凈化設(shè)備
-
初效折疊式過濾器五點設(shè)計特點-常州昱誠凈化設(shè)備
-
有隔板高效過濾器對工業(yè)凈化的幫助-常州昱誠凈化設(shè)備
-
從工業(yè)角度看高潔凈中效袋式過濾器的優(yōu)勢-常州昱誠凈化設(shè)備
-
F9中效過濾器在工業(yè)和通風(fēng)系統(tǒng)的優(yōu)勢-常州昱誠凈化設(shè)備
-
資料匯總1:過濾器內(nèi)框機——常州昱誠凈化設(shè)備
-
工業(yè)中效袋式過濾器更換流程及注意事項-常州昱誠凈化設(shè)備
-
高潔凈中效袋式過濾器的清洗流程-常州昱誠凈化設(shè)備
-
F9中效袋式過濾器清洗要求及安裝規(guī)范-常州昱誠凈化設(shè)備
-
中效f7袋式過濾器的使用說明-常州昱誠凈化設(shè)備
江蘇注塑色母粒定制廠家排名
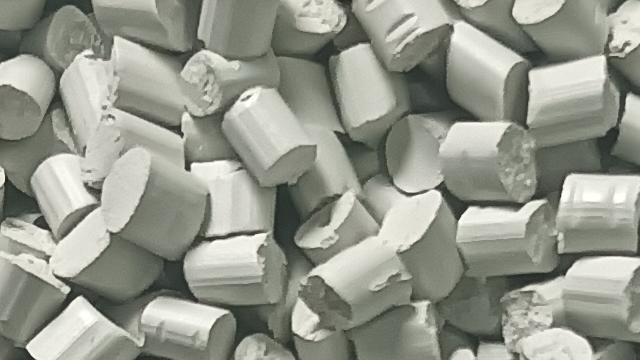
造粒設(shè)備性能直接影響產(chǎn)品質(zhì)量:雙螺桿擠出機:長徑比通常在40:1至48:1之間,長徑比越大,混合效果越佳。同向旋轉(zhuǎn)雙螺桿因強剪切力成為主流配置;切粒系統(tǒng):水下切粒機需配備高頻振動刀片,切割頻率可達2000次/分鐘,確保粒徑均勻性;溫控裝置:采用PID智能溫控系統(tǒng),溫度波動控制在±2℃以內(nèi),避免物料熱降解。質(zhì)量控制指標成品檢測需覆蓋三大維度:粒徑分布:通過激光粒度儀檢測,要求D90≤20μm,確保下料順暢性;顏色穩(wěn)定性:色差值ΔE需控制在,采用分光測色儀進行批次對比;物理性能:熔融指數(shù)(MFR)偏差≤±,保障加工一致性。行業(yè)趨勢與創(chuàng)新方向隨著智能制造推進,造粒工藝正加速升級:在線監(jiān)測:部分企業(yè)已引入近紅外光譜檢測系統(tǒng),實時反饋顏料濃度,調(diào)整配方精度達;環(huán)保工藝:采用封閉式切粒系統(tǒng),粉塵排放濃度≤5mg/m3,符合GB31572-2015排放標準;功能化拓展:針對阻燃、抗靜電等特種色母粒,開發(fā)多段溫控擠出工藝,實現(xiàn)功能助劑梯度分布。 色母粒科技,讓普通塑料煥發(fā)質(zhì)感。江蘇注塑色母粒定制廠家排名

色母粒配色是塑料制品生產(chǎn)中的關(guān)鍵環(huán)節(jié),其耗時受配方復(fù)雜度、工藝精度及設(shè)備性能等多重因素影響。行業(yè)實踐表明,簡單配色可能需數(shù)小時,而復(fù)雜需求則可能延長至數(shù)天。以下從流程、影響因素及優(yōu)化方向展開分析。色母粒配色需經(jīng)過需求分析、原料準備、試驗調(diào)整、穩(wěn)定性測試四個階段:需求分析:需明確塑料制品的用途(如包裝、汽車內(nèi)飾)、材料類型(PP、PE等)及應(yīng)用環(huán)境(耐溫、耐候要求),此階段通常需1-2小時。原料準備:根據(jù)需求選擇顏料(有機顏料色彩鮮艷但耐候性弱,無機顏料反之)、載體樹脂及助劑,并通過高精度電子秤稱量,耗時約2-4小時。試驗調(diào)整:通過擠出機或注塑機制備樣條,使用色差儀檢測ΔE值(需≤),若不達標則需微調(diào)顏料比例,此環(huán)節(jié)可能反復(fù)多次,耗時4-8小時。穩(wěn)定性測試:對配方進行耐光、耐熱、耐遷移測試,確保色母粒在加工及使用中性能穩(wěn)定,需額外12-24小時。 江蘇包裝色母粒品牌從工業(yè)到生活,色母粒讓塑料制品更符合未來需求。

色母粒耐熱性測試與評估方法熱老化試驗:將色母粒置于恒溫烘箱中(如200℃、240℃),定期取樣檢測色差值(ΔE)。通常要求ΔE≤,且持續(xù)時間≥240小時。熔融指數(shù)測試:對比加熱前后熔融指數(shù)變化,評估樹脂基材的熱穩(wěn)定性,偏差需控制在±10%以內(nèi)。DSC分析:通過差示掃描量熱儀檢測顏料分解溫度,確保加工溫度低于分解點10-20℃。提升耐熱性的技術(shù)路徑顏料篩選:優(yōu)先選用耐高溫?zé)o機顏料,或?qū)τ袡C顏料進行表面包覆處理(如二氧化硅包覆),提升熱穩(wěn)定性。載體優(yōu)化:采用高玻璃化轉(zhuǎn)變溫度(Tg)的樹脂(如PC、PPS),并控制熔融指數(shù)(MFR)在10-30g/10min區(qū)間,平衡加工性與耐熱性。助劑復(fù)配:添加(如1010、168)與亞磷酸酯類輔助抗氧劑,協(xié)同抑制熱氧化降解。工藝控制:在雙螺桿擠出機中設(shè)置漸變式溫控,一區(qū)溫度控制在載體熔點以下,二區(qū)逐步升溫至加工溫度,減少熱沖擊。
影響色母粒配色時間的關(guān)鍵因素有以下幾個:顏色復(fù)雜度:單色配方調(diào)整周期短,而金屬色、珠光色等特殊效果需多層疊加或使用顏料,耗時可能增加50%以上。設(shè)備精度:高精度雙螺桿擠出機(熔融指數(shù)偏差≤±3℃)與三輥研磨機可提升顏料分散效率,縮短試驗周期。技術(shù)人員經(jīng)驗:熟練配色師能通過“少量”“相近”“補色”原則快速定位問題,減少修色次數(shù)。環(huán)境控制:恒溫恒濕車間(溫度23±2℃、濕度50±5%)可避免靜電導(dǎo)致混料不均,減少重復(fù)試驗。色母粒著色不影響中空板的輕便特性,保持其搬運和安裝的便捷性。
色母粒熔融擠出工藝的關(guān)鍵參數(shù)控制要點是:1.螺桿組合設(shè)計:采用剪切塊與輸送塊交替排列,剪切強度需與顏料粒徑匹配(如鈦白粉需高剪切段占比≥40%);2.溫度曲線優(yōu)化:需根據(jù)載體樹脂特性調(diào)整,例如PE載體采用漸變升溫,而PC載體需快速升溫至280℃以避免降解;3.真空脫揮:在擠出機中段設(shè)置真空裝置,壓力控制在,有效去除水分及低分子揮發(fā)物。當前主流設(shè)備為同向雙螺桿擠出機,長徑比通常在40:1至48:1之間,長徑比越大,混合效果越佳。隨著智能制造發(fā)展,部分企業(yè)已引入在線顏色檢測系統(tǒng),通過光譜分析實時調(diào)整配方,使色差值ΔE控制在。同時,針對生物降解色母粒需求增長,設(shè)備材質(zhì)正從碳鋼向不銹鋼升級,以滿足耐腐蝕要求。成品檢測需覆蓋色差、分散性、熔融指數(shù)三大指標。其中分散性通過顯微鏡觀察粒徑分布,要求D90≤20μm。環(huán)保方面,擠出工藝配套RTO廢氣處理裝置,VOCs去除率可達98%,符合GB31572-2015排放標準。色母粒熔融擠出工藝作為連接基礎(chǔ)配方與終端應(yīng)用的技術(shù)橋梁,其工藝穩(wěn)定性與創(chuàng)新能力已成為企業(yè)核心競爭力。隨著功能母粒市場年復(fù)合增長率超8%,擠出工藝正向高精度、低能耗、智能化方向加速迭代。色母粒是塑料制品美觀與品質(zhì)的關(guān)鍵保障。江蘇食品色母粒定制品牌
從單一著色到多功能整合,色母粒重新定義塑料可能。江蘇注塑色母粒定制廠家排名
色母粒的光澤度是衡量塑料制品外觀品質(zhì)的指標,直接影響產(chǎn)品在市場的競爭力。通過原料優(yōu)化、工藝改進及添加劑的精細使用,可提升色母粒的光澤表現(xiàn)。以下從技術(shù)原理與行業(yè)實踐兩方面展開分析。添加劑應(yīng)用:功能助劑定向增效增亮劑復(fù)配:在色母粒中添加,可降低熔體表面張力,使制品表面形成致密光層。例如,添加2%二氧化鈦(TiO?)的注塑級色母粒,光澤度可達92GU以上(60°鏡面光澤度測試)。分散劑調(diào)控:適量增加聚乙烯蠟(PE蠟)用量至,可改善顏料潤濕性,但需避免過量(超過2%)導(dǎo)致析出。4.后處理技術(shù):表面改性強化光澤涂層技術(shù):對色母粒進行氟碳涂層處理,可形成μm的致密保護膜,使光澤度提升10%-15%,同時增強耐刮擦性。在線拋光:在擠出生產(chǎn)線末端加裝高精度磨具,通過機械拋光消除制品表面微紋,適用于高光澤要求的汽車內(nèi)飾件生產(chǎn)。5.質(zhì)量控制:全流程數(shù)據(jù)化監(jiān)控原料檢測:使用激光粒度儀驗證顏料粒徑分布,確保D90≤3μm。在線監(jiān)測:部署近紅外光譜儀實時檢測熔體黏度,自動調(diào)整加工參數(shù)。成品檢驗:采用光澤度儀(如BYK-4563)對制品進行多點測試,要求ΔGU≤(批次間差異)。 江蘇注塑色母粒定制廠家排名
- 蘇州擠出色母粒定制費用 2025-07-16
- 蘇州刷絲色母粒 2025-07-16
- 江蘇塑膠色母粒哪個牌子好 2025-07-16
- 彩色色母粒定制工藝 2025-07-16
- 無紡布色母粒定制采購 2025-07-16
- 蘇州注塑色母粒定制生產(chǎn)廠家 2025-07-16
- 蘇州吹膜色母粒生產(chǎn)廠家 2025-07-16
- 江蘇塑料色母粒定制公司 2025-07-16
- 昆山吹瓶色母粒廠家排名 2025-07-16
- 封邊條色母粒定制公司 2025-07-16
- 大型CPVC電力管材需要什么 2025-07-16
- 江蘇屏幕熱縮膜廠家 2025-07-16
- 寧波工藝品絲售價 2025-07-16
- 廣西附近哪里有Pla全降解杯蓋私人定做 2025-07-16
- 北京環(huán)保伊斯曼單體樹脂Piccolastic D125 2025-07-16
- 國產(chǎn)PPR管件有哪些 2025-07-16
- 東莞汽車內(nèi)件連接器鐳雕母粒添加劑 2025-07-16
- 河北韓國曉星POK板廠家 2025-07-16
- 泰州密封件銷售廠家 2025-07-16
- 佛山非硅離型膜工廠直銷 2025-07-16