重慶抗震球墨鑄鐵半灌漿套筒
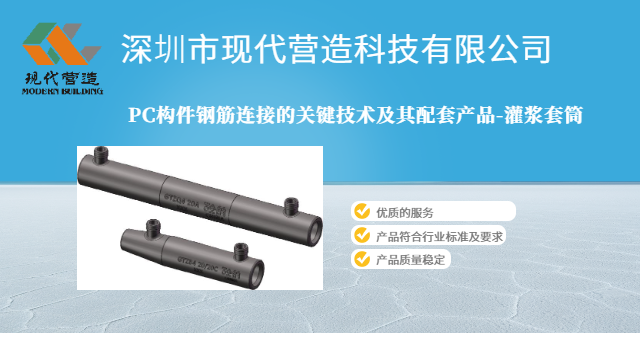
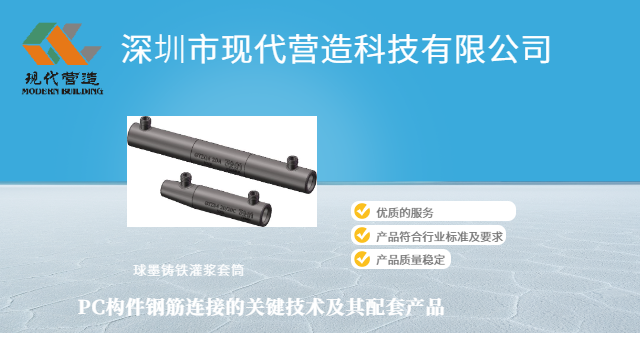
現代營造機鋼制全灌漿套筒,機加工全灌漿套筒兩端鋼筋均為灌漿錨固,故無需剝肋滾絲。在預裝端安放配套套筒塞,將鋼筋按設計長度做標記插入套筒到標記位置,然后通過配套套筒工裝將套筒固定在邊模處。在灌漿孔和出漿孔旋轉安裝波紋管,上部鋼筋穿出模板部位采用配套鋼筋塞定位并防止漏漿,方可澆筑混凝土成型。施工現場應采用座漿法或連通腔灌漿法,PC構件安裝時,構件灌漿套筒的開口端對準下層構件伸出鋼筋安裝并準確定位后,從灌漿孔注入配套較強度無收縮水泥基灌漿料,溢出灌漿料后用膠塞依次封堵各出漿孔,較強度灌漿料達到一定強度后縱向鋼筋被連接成整體。水利工程中,球墨鑄鐵半灌漿套筒連接鋼筋穩固,抗水流沖擊與腐蝕。重慶抗震球墨鑄鐵半灌漿套筒
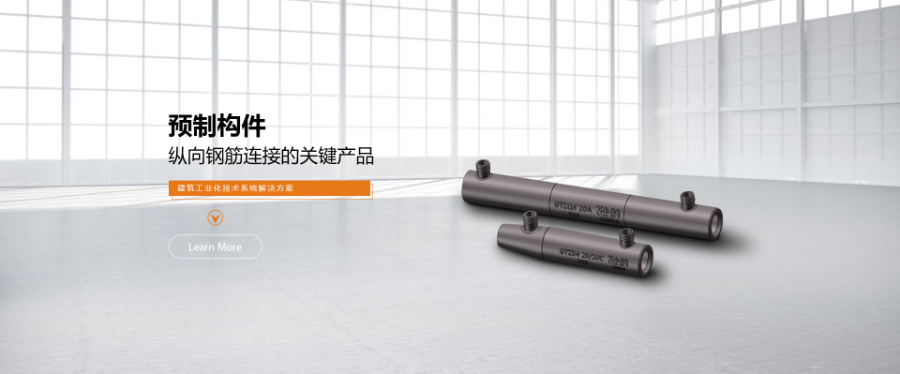
球墨鑄鐵半灌漿套筒是一種在建筑工程中廣泛應用的鋼筋連接部件。它由球墨鑄鐵制成,具有良好的力學性能和耐腐蝕性,能夠確保鋼筋連接的牢固性和穩定性24.在施工過程中,先將鋼筋一端按技術要求加工好螺紋,然后擰入球墨鑄鐵半灌漿套筒的絲口端,綁扎成型后放入構件模具,接著在灌漿口和排氣口上套裝波紋管,并將波紋管用配套磁性吸盤定位工裝定位,澆筑混凝土成型。構件安裝時,將灌漿套筒的開口端對準并套裝下層墻板伸出的鋼筋上,封倉或座漿后從灌漿口注入配套灌漿料,排氣孔溢出時封堵排氣孔及灌漿孔,待灌漿料達到一定強度后縱向鋼筋被連接成整體。重慶抗震球墨鑄鐵半灌漿套筒球墨鑄鐵半灌漿套筒適應多種規格鋼筋,通用性強,為施工現場提供了便利,降低了施工成本。
球墨鑄鐵半灌漿套筒的鑄造造型模具制作:根據套筒的設計尺寸和形狀制作砂型模具。模具的精度對于套筒的尺寸精度和質量至關重要。在制作模具時,需要考慮到灌漿口、排氣口等結構的合理設置,確保后續灌漿操作能夠順利進行。澆注成型:將準備好的球墨鑄鐵原料在熔爐中熔化至合適的溫度后,倒入砂型模具中進行澆注。在澆注過程中,要注意控制澆注速度和溫度。如果澆注速度過快,可能會導致砂型被沖垮或者產生氣孔等缺陷;溫度過高或過低則會影響鑄鐵的流動性和凝固質量。
雖然球墨鑄鐵灌漿套筒的初始投資相對較高,但從全生命周期成本來看,其耐久性和可靠性可**降低后期的維修和更換費用,長期經濟效益***1.提高施工效率,縮短工期,減少了設備租賃、人工等間接成本,從而降低了工程的總體造價,為建設單位節省了投資。球墨鑄鐵灌漿套筒環保節能1.生產過程中能耗較低,且無污染物排放,符合國家環保要求,有利于環境保護和可持續發展5.使用壽命長,減少了因鋼筋連接部位損壞而產生的建筑垃圾,降低了對環境的負面影響,符合綠色建筑的發展理念.橋梁建設中,球墨鑄鐵半灌漿套筒穩定連接鋼筋,承載交通重任。
球墨鑄鐵半灌漿套筒亦可用于橫向鋼筋連接,在現場安裝時,先在套筒兩端安裝好專門使用套筒塞。按照設計要求長度在兩端待連接的鋼筋上做分別做長度標記,先將左端鋼筋(預裝端)穿入套筒直至套筒的另一端,吊裝構件對準定位后,向待安裝端鋼筋移動套筒至標記位處。確認套筒兩端鋼筋均安裝到標記位后準確定位,將套筒的灌漿口/出漿口轉至正上方。從灌漿孔注入較強度無收縮水泥灌漿料,出漿口溢出漿料后用膠塞封堵出漿口和灌漿口,較強度灌漿料達到一定強度后縱向鋼筋被連接成整體。球墨鑄鐵半灌漿套筒耐腐性強,適應多種環境,延長建筑使用壽命。新建項目使用球墨鑄鐵半灌漿套筒使用
球墨鑄鐵半灌漿套筒的外觀設計簡潔大方,符合現代建筑審美,同時兼顧實用性和功能性。重慶抗震球墨鑄鐵半灌漿套筒
球墨鑄鐵半灌漿套筒的制作工藝流程是怎樣的?球墨鑄鐵半灌漿套筒的制作是一個較為復雜的過程,主要包括以下幾個關鍵步驟:一、原材料準備首先要準備高質量的球墨鑄鐵原料。這通常是通過高爐煉鐵得到生鐵,然后在生鐵中加入一定量的球化劑(如鎂合金等)和孕育劑(如硅鐵等)。球化劑的作用是使鑄鐵中的石墨球化,改變石墨的形態,從而提高鑄鐵的力學性能;孕育劑則可以細化石墨球,進一步改善鑄鐵的性能。這些原材料的質量和配比直接影響著球墨鑄鐵半灌漿套筒的**終質量。重慶抗震球墨鑄鐵半灌漿套筒
- 江蘇球墨鑄鐵半灌漿套筒解決方案 2025-07-25
- 江西高效施工灌漿套筒價格優勢 2025-07-25
- 貴州預應力鋼絲鋼管桁架預應力混凝土疊合板多少錢一平米 2025-07-25
- 江西定制化FRP保溫連接件解決方案 2025-07-25
- 重慶裝配式建筑灌漿料市場前景 2025-07-25
- 山東主要鋼制全灌漿套筒與球墨鑄鐵全灌漿套筒的區別 2025-07-25
- 上海常用鋼制全灌漿套筒 2025-07-25
- 惠州高耐久性耐腐蝕型風電灌漿料行業標準 2025-07-25
- 重慶后張預應力孔道壓漿料客戶案例 2025-07-25
- 安徽風電灌漿料價格優勢 2025-07-25
- 金山區采購灌裝材料銷售公司 2025-07-26
- 貼得穩西卡瓷磚膠加盟電話 2025-07-26
- 泉州工業地產扶持政策 2025-07-26
- 鍍鋅太陽能邊框每日報價 2025-07-26
- 江蘇5軸線性模組 2025-07-26
- 洛江新廠房現房 2025-07-26
- 云南市政橋梁石材護欄 2025-07-26
- 宜興特制建筑材料銷售性價比 2025-07-26
- 四川門被動門 2025-07-26
- 廈門選擇服裝產業園設計 2025-07-26