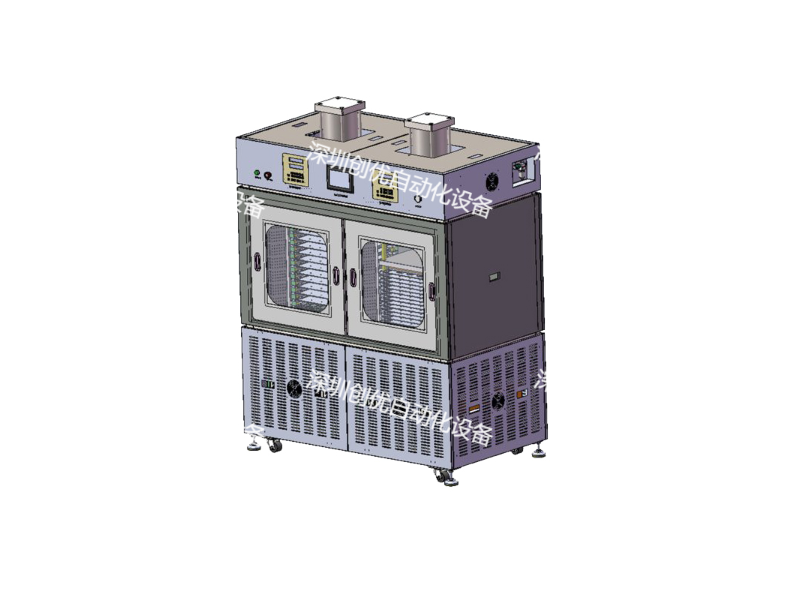
湖南動力電池化成柜定制
熱壓化成工藝流程:以一種聚合物鋰離子電池化成工藝為例,其熱壓化成流程如下:化成前熱壓:將注液靜置后待化成的電池在溫度80±5℃和壓力0.25-0.55MPa下進行恒溫熱壓50-70min,以排除卷芯層間氣體,讓正、負極片、隔膜、電解液充分接觸,為化成做準備。熱壓化成:在恒定的溫度70±2℃下分三小步進行。首先給電池施加0.06±0.02MPa壓力,時間2min,不充電;然后加壓到0.10MPa,并以0.05C電流恒流充電3min;持續加壓到0.15-0.45MPa,以0.05C電流恒流充電10min,截止電壓為3.20-3.40V。接著保持0.15-0.45MPa的壓力,以0.1C電流恒流充電35±2min,充電截止電壓為3.80-3.90V。繼續保持該壓力,以0.2C電流恒流充電90±2min,充電截止電壓為4.10V。化成后熱壓:將熱壓化成結束后的電池置于溫度80±5℃,壓力0.25-0.55MPa下,恒溫熱壓50-70min,增加電芯平整度以及硬度,使形成的SEI膜快速趨于穩定,增加電池循環壽命。
用伺服壓力閉環系統,壓力控制精度可達 ±0.01MPa。湖南動力電池化成柜定制

高溫熱壓化成柜是主要用于電池的化成和老化測試。以下是其用途和特點:
1. 化成(Formation)作用:在電池充電時,通過精確控制溫度和壓力,在電極表面形成穩定的SEI膜(固體電解質界面膜),這對電池的循環壽命、安全性和性能至關重要。高溫環境:通過加熱(通常50~80℃)加速電解液浸潤和SEI膜形成,縮短生產周期。壓力控制:施加均勻壓力(如真空或機械加壓)確保電極與隔膜緊密接觸,減少界面阻抗。
2. 老化測試高溫老化:模擬電池在高溫下的長期使用情況,篩選出性能不穩定的電芯(如容量衰減、內阻異常等)。壓力維持:防止電池膨脹,保持結構穩定性。
3. 適用電池類型鋰離子電池(方形、軟包、圓柱)、固態電池等,尤其適用于高能量密度電池的生產。
4. 優勢精細控溫:均勻加熱,避免局部過熱導致電池損傷。壓力可調:適配不同電池型號的工藝需求。自動化集成:可與生產線聯動,提升效率。
5. 應用行業動力電池(電動汽車)、儲能電池、3C消費電子電池(手機、筆記本)等制造領域。 龍崗熱壓化成柜研發設備會通過內部的加熱系統為電池提供高溫環境,同時利用壓力系統施加壓力,確保熱壓過程的穩定性和安全性。
在鋰電池熱壓化成柜中,合理的壓力梯度設置可以使電池從邊緣到中心部位均勻受壓。通過預先設定壓板不同區域的壓力參數,或者采用特殊設計的彈性壓板,能夠確保壓力在電池表面的均勻分布,避免因局部壓力過大或過小導致電池極片變形不一致,進而影響電池的整體性能和一致性 。
鋰電池熱壓化成柜會將壓板劃分為多個的壓力區域。每個區域都配備的壓力傳感器和調節裝置,操作人員可根據電池的尺寸、形狀和工藝要求,通過系統分別設定每個區域的壓力值。這種方式能夠模擬電池不同部位所需的壓力,比如對于方形電池,可適當增大四角區域的壓力,確保邊角處的極片也能得到充分壓實,避免因邊緣壓力不足導致的電池膨脹問題 。
熱壓化成柜產品型號:臥式款/扁圓款應用領域:鋰離子電池(方形、軟包、圓柱)生產中的熱壓成型與化成工藝功能:一體化集成熱壓(加熱加壓)與化成(充放電),提升電池能量密度、一致性和良率。
1.熱壓化成柜是鋰電池生產中的關鍵設備,主要用于電池的熱壓成型和化成工藝,其功能可分為以下幾類:熱壓成型功能
(1)加熱與溫度控制均勻加熱:采用高精度加熱板(如鋁制),確保電池受熱均勻(溫差≤±1℃)。溫度可調:通常范圍50~150℃。多溫區控制:適用于大尺寸電池,避免局部過熱或冷卻不均。(
2)極片壓實與界面優化減少極片孔隙率,提升電池能量密度。促進電解液浸潤,降低內阻。防止極片分層,提高電池循環壽命。
(3)壓力控制精細施壓:采用伺服電機或液壓系統,壓力范圍0.5~15MPa(可調),確保極片與隔膜緊密貼合。保壓功能:保持恒定壓力1~30分鐘(可編程),適應不同電池材料。壓力曲線優化:支持線性/非線性加壓,減少極片反彈或開裂風險
夾具施加均勻壓力(通常為 0.1~0.5MPa,依電池尺寸和工藝而定)。
熱壓化成柜是鋰電池生產中集熱壓成型與化成工藝于一體的設備
2.完成電池化成,電化學性能初次充放電:化成是電池的 “初次充電” 過程,通過熱壓化成柜的充放電系統(精確管控電流、電壓、時間),使電池內部發生化學反應(如鋰離子嵌入電極材料),形成穩定的固體電解質界面膜(SEI 膜)。SEI 膜是保護電池循環壽命、安全性的關鍵結構,熱壓環境可促進 SEI 膜均勻生成,減少枝晶生長的可能。參數調控:設備能根據不同電池類型(如三元鋰電池、磷酸鐵鋰電池)或工藝需求,動態調節充放電參數(如恒流、恒壓階段的切換),同時結合溫度、壓力的協同管控,確保化成反應充分且穩定,避免局部過充、過熱導致的性能衰減。
3. 提升電池一致性,確保批量生產質量多工位同步:熱壓化成柜通常具備多個單獨工位,每個工位的溫度、壓力、充放電參數可統一調控,確保同一批次電池在相同條件下完成處理,減少個體差異。實時監測與反饋:設備集成的傳感器(壓力、溫度、電壓、電流等)可實時采集數據,若某一參數偏離設定值,系統會自動調整(如補壓、調溫、斷電保護),避免不合格電池流入后續工序。 通過溫壓協同、精確掌控,提升電池性能(容量、循環壽命)和一致性。真空化成柜廠家
熱壓化成柜通過高溫高壓,讓電池極片與隔膜緊密貼合,消除內部空隙,增強電池品質。湖南動力電池化成柜定制
熱壓化成柜:打破材料與結構壁壘的效率同規格鋰電池因材料體系與內部結構差異,化成效率呈現分化 —— 以 18650 電芯為例,傳統石墨體系化成周期約 12 小時,而硅碳負極體系需 20 小時以上。熱壓化成柜通過「材料特性解碼 - 工藝參數映射」的智能邏輯,構建差異化解決方案:一、材料基因決定工藝路徑:從分子層面重構化成邏輯高鎳正極(NCM811):因晶格穩定性差,傳統化成易出現過渡金屬溶出。設備啟用「低溫梯度熱壓」:60℃預熱使 Li + 擴散速率提升 40%,配合 0.6MPa 壓力抑制晶界裂紋,同步采用 0.1C-0.3C-0.1C 三段式充電,使化成時間從 24 小時壓縮至 16 小時,且容量保持率提升至 95%。硅碳負極:針對嵌鋰膨脹導致的 SEI 膜破裂問題,設備在充電至 3.0V(硅開始嵌鋰)時,自動將壓力從 0.5MPa 線性升至 1.2MPa,同時啟動 85℃恒溫加速電解液浸潤,使化成周期從 28 小時縮短至 18 小時,首效突破 85%。磷酸鐵鋰厚極片(120μm):采用「真空 - 壓力」協同工藝:先抽真空至 - 0.09MPa 加速電解液滲透,再分階段升壓(0.4→0.8→1.2MPa),配合 60℃→45℃梯度降溫,使化成時間從 20 小時壓縮至 12 小時,極片浸潤深度達 98%。湖南動力電池化成柜定制
- 高溫壓力化成柜工作原理 2025-07-29
- 龍崗臥式高溫壓力化成柜研發 2025-07-29
- 湖北電池分容化成柜生產廠家 2025-07-29
- 龍崗數碼電池熱壓化成柜工作原理 2025-07-29
- 湖南熱壓夾具化成柜控制系統 2025-07-29
- 上海臥式高溫壓力化成柜 2025-07-29
- 高溫壓力化成柜報價 2025-07-29
- 浙江鋰電池熱壓夾具化成柜控制系統 2025-07-29
- 深圳電池分容化成柜制造商 2025-07-29
- 江蘇電池分容化成柜研發 2025-07-29
- 潮州吊鉤除鐵器 2025-07-29
- 楚雄立式纏繞打包機哪里有 2025-07-29
- 山東磁盒批發 2025-07-29
- 浙江燃氣發電機組廠家直銷 2025-07-29
- 灤州變頻螺桿式空氣壓縮機阿特拉斯 2025-07-29
- 自動保壓廂式壓濾機生產 2025-07-29
- 北京開利冷藏設備服務商 2025-07-29
- 崇明區附近紡織機械軸承選擇 2025-07-29
- 管廊支架經銷商 2025-07-29
- 寧波BL-A關風機生產廠家 2025-07-29