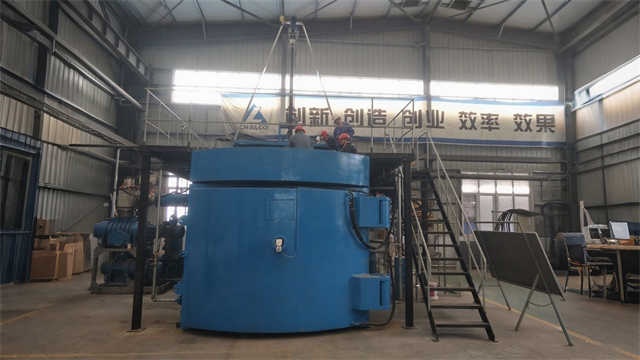
江蘇中頻感應真空熔煉爐
真空熔煉爐的虛擬調試技術應用:虛擬調試技術縮短了真空熔煉爐的調試周期。通過建立包含機械、電氣、熱工等多領域的虛擬模型,與實際控制系統進行數據交互。調試人員在虛擬環境中模擬不同工況,提前驗證設備運行邏輯。利用數字孿生技術,實時映射實際設備狀態,預測潛在問題。在感應線圈調試中,虛擬調試使參數優化時間從 7 天縮短至 2 天,減少了現場調試的風險和成本。該技術還可用于操作人員培訓,通過虛擬操作掌握設備運行和故障處理技能。借助真空熔煉爐的工藝,能夠制備出性能優異的高溫合金。江蘇中頻感應真空熔煉爐

真空系統的多級真空泵匹配優化:真空系統的性能取決于不同真空泵的協同工作。典型配置采用 “機械泵 + 羅茨泵 + 擴散泵” 三級組合:機械泵負責粗抽至 10 Pa 量級,羅茨泵實現中真空(10?2 Pa)過渡,擴散泵達成高真空(10?? Pa)。各泵的抽速匹配遵循 “前級泵抽速≥后級泵排氣量” 原則,例如選擇抽速為 600 m3/h 的羅茨泵搭配抽速 1500 L/s 的擴散泵。通過建立真空系統數學模型,模擬不同工況下的抽氣曲線,優化啟動時序和閥門控制邏輯。實際應用中,采用變頻技術調節羅茨泵轉速,在低負載時降低能耗 35%,同時延長泵組使用壽命。江蘇中頻感應真空熔煉爐在裝備制造金屬熔煉中,真空熔煉爐有著怎樣的價值?

在航空發動機葉片材料制備中的應用:航空發動機葉片需承受高溫、高壓和復雜應力,真空熔煉是其關鍵制備技術。采用真空感應熔煉 - 真空自耗電弧重熔(VIM - VAR)雙聯工藝,首先通過 VIM 去除氣體雜質,使氧含量降至 80 ppm 以下,氮含量<50 ppm。在 VAR 過程中,精確控制熔池溫度梯度(8 - 12 ℃/mm)和抽拉速度(6 - 10 mm/h),形成定向凝固組織,提高葉片的高溫蠕變性能。利用熱等靜壓(HIP)后處理技術,消除內部縮松缺陷,使材料致密度達到 99.9%。經該工藝制備的葉片,在 1100℃高溫下的持久強度提升 35%,滿足航空發動機的嚴苛服役要求。
真空感應熔煉的電磁攪拌優化策略:真空感應熔煉中的電磁攪拌強度直接影響合金成分均勻性。通過改變感應線圈的匝數、電流頻率和相位差,可精確調控電磁攪拌效果。研究表明,當電流頻率在 1 - 10 kHz 范圍內調整時,熔池內的流速分布發生明顯變化。采用雙頻復合感應加熱技術,低頻(1 kHz)用于深層攪拌,高頻(5 kHz)促進表層混合,使合金元素的擴散效率提高 40%。結合數值模擬優化線圈布局,將熔池內的流速不均勻度控制在 15% 以內,有效避免了偏析現象,提升了產品質量。利用真空熔煉爐,可將廢舊金屬重新熔煉成好的原料。
真空熔煉爐的安全聯鎖系統設計:真空熔煉爐的安全聯鎖系統保障了設備和人員安全。系統包含三重聯鎖機制:一重為真空度聯鎖,當真空度未達到設定值(10?3 Pa)時,禁止啟動加熱系統;第二重為壓力聯鎖,爐內壓力超過安全閾值(0.15 MPa)時,自動切斷電源和氣源,同時開啟防爆閥泄壓;第三重為溫度聯鎖,當爐體溫度超過上限(1200℃)時,啟動緊急冷卻程序。此外,設置雙人確認操作模式,重要操作需兩人驗證,避免誤操作。該系統使設備安全事故發生率降低 90% 以上。真空熔煉爐如何防止熔煉過程中金屬的揮發損失?北京真空熔煉爐結構
你知道真空熔煉爐在實際生產中的操作流程嗎?江蘇中頻感應真空熔煉爐
在儲氫合金制備中的工藝創新:儲氫合金的制備對真空環境提出特殊要求。在熔煉過程中,通過控制真空度在 10?? Pa 以下,有效避免稀土元素的氧化,保證合金的儲氫性能。采用快速凝固技術,冷卻速率達到 10? - 10? ℃/s,形成納米級晶粒組織,使儲氫合金的吸放氫速率提高 60%。在熔煉后期,通入微量氫氣進行了氣氛調控,促進金屬間化合物的形成,優化合金的相結構。經該工藝制備的儲氫合金,在 - 30℃低溫環境下仍能保持 80% 的初始儲氫量,滿足燃料電池汽車的應用需求。江蘇中頻感應真空熔煉爐
- 湖北真空熱處理爐廠家哪家好 2025-07-14
- 山東中頻煉金(煉銀)爐工作原理 2025-07-14
- 真空石墨化爐價格 2025-07-14
- 廣西中頻氫保護燒結爐 2025-07-14
- 浙江真空速凝爐多少錢 2025-07-14
- 寧夏真空熱處理爐定做 2025-07-14
- 黑龍江真空熔煉爐操作流程 2025-07-14
- 湖南連續式高溫碳化爐工作原理 2025-07-14
- 江蘇熔煉中頻煉金(煉銀)爐報價 2025-07-14
- 碳化硅陶瓷真空/氫保護燒結爐定制 2025-07-14
- 巢湖信息系統集成服務哪個好 2025-07-14
- 四川方形風扇報價 2025-07-14
- 高精度視覺檢測有幾種 2025-07-14
- 浙江國產失重式喂料機維修 2025-07-14
- 合肥紅沖沖床供應廠家 2025-07-14
- 江西板式智能加工中心門板生產線技術指導 2025-07-14
- 靜安區中藥壓片機定制價格 2025-07-14
- 江蘇碳鋼井蓋蓋板施工安裝 2025-07-14
- 天津制造物聯網應用服務 2025-07-14
- 煙臺等離子切割機報價 2025-07-14