北京真空熱處理爐生產商
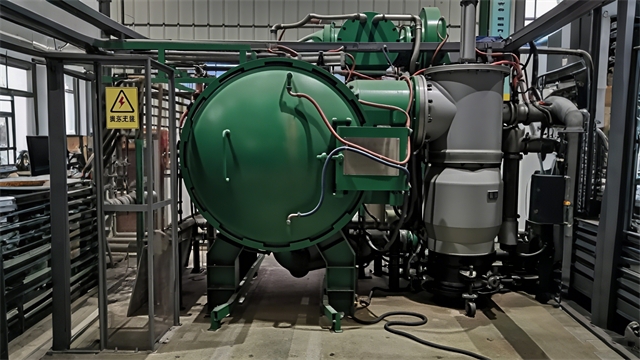
真空熱處理爐的安全防護體系構建:真空熱處理涉及高溫、高壓和真空環境,安全防護至關重要。設備配備多重聯鎖裝置:真空度未達設定值(10?3 Pa)時禁止啟動加熱;爐內壓力超過 0.15 MPa 自動開啟防爆閥泄壓;冷卻水流量低于閾值立即切斷電源。電氣系統采用雙重接地保護,絕緣電阻≥100 MΩ。針對可能的火災風險,配置自動滅火裝置,采用七氟丙烷氣體滅火,響應時間<8 秒。操作人員需佩戴耐高溫手套、防護面罩等裝備,且設備周邊設置安全護欄和警示標識。定期進行真空系統檢漏、電氣性能測試和應急預案演練,確保設備運行安全。真空熱處理爐的日常維護,對其穩定運行有多重要?北京真空熱處理爐生產商

真空熱處理爐的熱力學非平衡態調控:真空熱處理爐通過創造極端低壓環境,打破了傳統熱處理中的熱力學平衡狀態,為材料性能調控提供了新維度。在 10?? Pa 級高真空條件下,金屬表面原子的活性明顯增強,其逃逸速率比常壓環境提升 2 - 3 個數量級。這種非平衡態促使材料表面形成獨特的原子重構層,以鈦合金為例,在真空退火過程中,表面鈦原子與殘留氧原子重新排列,形成致密的 TiO?納米層,厚度為 5 - 10 nm,明顯提升材料的抗氧化性能。此外,非平衡態熱力學還加速了元素的選擇性擴散,在不銹鋼真空滲碳時,碳原子優先向晶界擴散形成梯度結構,使表面硬度提升至 HV800 的同時,保持基體的韌性,這種微觀組織調控是常壓熱處理難以實現的。河南真空熱處理爐設備真空熱處理爐的溫控系統采用PID算法,溫度波動范圍控制在±0.3℃。
真空熱處理爐的余熱驅動制冷系統:余熱驅動制冷系統提高了真空熱處理爐的能源綜合利用率。該系統利用熱處理后的高溫工件余熱,通過吸收式制冷原理制取低溫冷媒。以溴化鋰 - 水吸收式制冷機為例,當工件余熱溫度達到 80℃以上時,可驅動制冷機產生 7 - 12℃的冷凍水,用于冷卻真空系統的擴散泵、維持爐體溫度穩定。在連續生產線上,每處理 1 噸工件產生的余熱可制取約 100 kWh 冷量,相當于減少 15% 的常規電力消耗。余熱驅動制冷系統還可與廠區的空調系統結合,實現工業余熱的民用化利用,降低企業的整體能耗成本和碳排放。
真空熱處理爐熱處理在航空航天涂層修復中的應用:航空航天部件的涂層修復對工藝精度要求極高,真空熱處理提供了理想解決方案。對于受損的熱障涂層,先在真空環境下進行表面預處理,利用離子束濺射去除氧化層和污染物;然后采用物理的氣相沉積(PVD)技術重新沉積陶瓷涂層,沉積過程中同步進行真空退火處理,溫度控制在 800 - 900℃,使涂層內部應力降低 60%。通過該工藝修復的涂層,其結合強度達到 40 MPa 以上,熱循環壽命恢復至新涂層的 90%。在發動機葉片涂層修復中,真空熱處理技術使部件的返修率從 15% 降至 5%,大幅降低了航空維修成本。真空熱處理爐的冷卻水流量調節閥實現溫度梯度±2℃準確控制。

真空熱處理爐的電磁屏蔽與電磁兼容性設計:隨著智能制造技術的應用,真空熱處理爐需具備良好的電磁兼容性。采用三維立體電磁屏蔽結構,爐體外殼由雙層坡莫合金和銅網復合而成,對 10 - 1000 MHz 頻段的電磁干擾屏蔽效能達 80 dB 以上。控制系統采用光纖通信替代傳統電纜,避免信號傳輸過程中的電磁耦合。在設備內部,對功率器件進行電磁兼容優化設計,增加共模電感和濾波電路,使設備的電磁輻射符合 EN 55011 標準。在電子芯片制造車間,經過電磁兼容設計的真空熱處理爐,不會對精密檢測設備產生干擾,確保了生產環境的穩定性。真空熱處理爐的稀土合金熔煉依賴其高真空環境,防止稀土元素氧化揮發。北京實驗室用真空熱處理爐
真空熱處理爐的真空檢漏儀確保設備密封性,漏率控制在1×10??Pa·m3/s以下。北京真空熱處理爐生產商
真空熱處理爐在航天復合材料固化中的真空熱壓應用:航天復合材料的固化對環境要求極高,真空熱壓工藝成為關鍵技術。在碳纖維增強樹脂基復合材料的固化過程中,將預浸料置于真空熱壓爐內,先抽至 10?3 Pa 真空度排除空氣和揮發物,隨后在 200℃、8 MPa 壓力下進行熱壓固化。真空環境避免了氣泡殘留,壓力使樹脂充分浸潤纖維,形成致密結構。與常壓固化相比,真空熱壓處理的復合材料孔隙率從 5% 降至 1% 以下,層間剪切強度提高 40%,滿足航天飛行器對材料高比強度、高可靠性的需求。此外,通過精確控制升溫速率和保溫時間,可調節樹脂的交聯程度,實現材料性能的定制化。北京真空熱處理爐生產商
- 西藏粉末氫保護燒結爐 2025-08-01
- 內蒙古氣相沉積爐工作原理 2025-08-01
- 海南粉末真空燒結爐 2025-08-01
- 碳化硅氫保護燒結爐真空度標準 2025-07-31
- 廣西石墨煅燒爐操作流程 2025-07-31
- 陜西小型中頻煉金(煉銀)爐生產商 2025-07-31
- 內蒙古氫保護燒結爐真空度標準 2025-07-31
- 海南高溫真空石墨煅燒爐 2025-07-31
- 河北真空速凝爐價格 2025-07-31
- 實驗室臥式真空/氫保護燒結爐供應商 2025-07-31
- 全國自動化復合肥盤式成球機 2025-08-01
- 江西英國皇室御用防火柜官網 2025-08-01
- 天津柴油機進氣切斷閥 2025-08-01
- 徐匯區智能客服用戶體驗 2025-08-01
- 哈爾濱防爆溫控設備 2025-08-01
- 福建天然氣燃燒機售后服務 2025-08-01
- 吉林CKJ3中壓真空接觸器牌子 2025-08-01
- 無錫本地通用機械維修哪家好 2025-08-01
- 寧夏大規模臭氧發生器成本價 2025-08-01
- 歐美生產型微射流均質機原理 2025-08-01