-
 泰州國內智能自動化包裝機
泰州國內智能自動化包裝機自動抓取紙皮機構局限性,對特殊紙皮適用性差:對于超薄、超軟、異形或有特殊表面材質的紙皮,抓取效果可能不理想,需要定制化解決方案。環境適應性有限:在高溫、潮濕等極端環境下,傳感器的性能可能會下降,影響抓取的準確性和穩定性。成本較高:相比人工操作,自動抓取紙皮機構的設備采購、安裝和維護成本較高,對于一些小型企業來說可能存在經濟壓力。改進方向研發仿生抓取技術:借鑒章魚吸盤結構等,開發柔性自適應吸盤,以更好地適應復雜表面的紙皮抓取。應用AI深度學習:通過海量數據訓練,使系統能夠自主優化抓取策略,提高對不同規格紙皮的適應性和抓取成功率。采用輕量化設計:如使用碳纖維機械臂等,減輕負載,提升抓取速度。全自動...
-
 大型智能自動化包裝機值多少錢
大型智能自動化包裝機值多少錢瞬時加熱方式對纏繞膜質量的影響取決于溫度控制精度、加熱時間、設備匹配性等因素。若操作得當,可提升包裝效率并減少拉絲等缺陷;若控制不當,則可能導致膜材性能下降或包裝失效。優化瞬時加熱方式的建議,采用智能溫控系統使用PID控制或紅外測溫技術,實時監測加熱區域溫度,確保溫度波動在±5℃以內。優化加熱元件設計采用陶瓷加熱片或高頻感應加熱,提高加熱均勻性,減少熱應力對膜材的影響。加強設備維護定期清潔加熱元件,避免積塵導致局部過熱;檢查傳感器精度,確保溫度反饋準確。膜材預處理對易受熱影響的膜材(如含添加劑的PVC膜),可調整配方或增加預熱步驟,提升其耐熱性。全自動立式薄膜包裝機選型建議。大型智能自動化包裝...
-
 太原智能自動化包裝機平均價格
太原智能自動化包裝機平均價格單機頭立式纏繞包裝機通過機械傳動、膜材輸送和智能控制的協同作用,實現對貨物的自動化纏繞包裝。單機頭立式纏繞包裝機通過轉盤旋轉+膜架升降的協同運動,結合PLC智能控制和預拉伸技術,實現了高效、穩定的自動化包裝。其**優勢在于:效率提升:包裝速度是人工的4-8倍。成本節約:膜材利用率提高30%以上。質量保障:包裝一致性高,減少運輸損耗。適用企業:物流行業:托盤貨物的防塵、防潮包裝。建材行業:管材、型材的捆扎固定。食品飲料:紙箱、罐體的防撞保護。。全自動立式薄膜包裝機應用領域?太原智能自動化包裝機平均價格智能自動化包裝機纏繞膜熔斷采用瞬時加熱方式是一種有效防止熔融拉絲的技術手段,包裝機采用瞬時加熱方...
-
 宿州智能自動化包裝機加盟報價
宿州智能自動化包裝機加盟報價瞬時加熱方式對纏繞膜質量的潛在風險,溫度控制精度要求高若加熱溫度過高,可能導致膜材局部燒焦或分子鏈過度交聯,使膜材變硬、失去彈性;若溫度過低,則可能無法完全熔斷膜材,導致切口不齊或粘連。數據參考:PE纏繞膜的熔點通常在105-115℃之間,瞬時加熱需精確控制溫度在熔點以上10-20℃范圍內,以確保熔斷效果。加熱時間需精細匹配加熱時間過短可能導致膜材未完全熔化,切割面粗糙;加熱時間過長則可能引發熱傳導,導致膜材性能下降。設備匹配性:需根據膜材厚度(如15-50μm)調整加熱時間,通常需通過實驗確定比較好參數。膜材適應性差異不同材質的纏繞膜(如PE、PVC、POF)對瞬時加熱的響應不同。例如,PV...
-
 大同智能自動化包裝機比較價格
大同智能自動化包裝機比較價格全自動立式薄膜包裝機是一種利用薄膜卷材制袋并完成包裝的設備,具有高效、自動化程度高等特點,在多個行業有廣泛應用,應用領域:食品行業:可用于膨化食品、堅果炒貨、花生瓜子、紅棗葡萄干、綠豆紅豆小雜糧、鍋巴薯片薯條、麥片營養粥料等產品的自動定量稱重分裝,以及冰袋、醬油醋調料水、番茄醬花生醬、辣椒醬豆瓣醬、火鍋底料、果泥果醬、肉泥餡料等產品的定量灌裝。醫藥行業:適用于醫藥散劑、水溶檢驗測試試劑等的分裝。五金行業:可用于五金螺絲的自動計數包裝等。包裝機斷膜原因分析。大同智能自動化包裝機比較價格智能自動化包裝機全自動臥式包裝機雖然具備高效、自動化等優勢,但在實際應用中仍存在一些局限性,這些局限性可能影響其...
-
 平谷區智能自動化包裝機用戶體驗
平谷區智能自動化包裝機用戶體驗單機頭立式纏繞包裝機維護,日常清潔:包裝工作完成后,關閉設備電源,定期清理設備表面的灰塵和雜物,保持設備清潔。部件檢查:檢查各部件的磨損情況,及時更換損壞的零件;檢查電氣件及電氣聯接,以保證設備正常使用。潤滑保養:定期為設備的活動部件添加潤滑油,確保設備運行順暢;纏繞機模架內鏈條內外之間應保持潤滑,如果模架上下移動有抖動現象時,可通過張緊鏈條來消除;升降、底盤和模架驅動是通過蝸輪蝸桿調速器完成變速的,運轉7-14天后必須更換新油,以后每1年更換一次。布卷端面定位與中心起包技術關鍵技術參數與優化。平谷區智能自動化包裝機用戶體驗智能自動化包裝機尋邊檢測傳感器在自動檢測控制包裝幅寬中的應用,工作原理...
-
 廊坊智能自動化包裝機銷售電話
廊坊智能自動化包裝機銷售電話PLC集成控制系統與觸摸屏技術的結合,通過高精度控制、直觀操作和智能維護,將全自動立式薄膜包裝機的綜合性能提升至新高度:質量提升:袋型誤差降低至±0.3mm,廢品率減少至0.5%以下效率優化:規格切換時間縮短至5秒,操作培訓時間減少75%成本節約:故障排查效率提升83%,年維護成本降低40%推薦場景:多品種、小批量生產(需頻繁換型)高潔凈度要求(如醫藥、電子行業)智能化工廠(需與MES/ERP系統對接)通過選擇適配的PLC與觸摸屏組合,企業可實現包裝生產線的柔性化、智能化升級,***提升市場競爭力。瞬時加熱方式的優勢。廊坊智能自動化包裝機銷售電話智能自動化包裝機PLC定位模塊的關鍵技術實現:高...
-
石家莊智能自動化包裝機維修
PLC定位模塊的關鍵技術實現:高精度編碼器反饋采用分辨率≥10000脈沖/轉的旋轉編碼器,實時反饋電機位置,確保送膜長度誤差≤0.1mm。對比:普通光電傳感器誤差通常為±1mm,無法滿足精密包裝需求。伺服驅動系統搭配高響應伺服電機(如松下A6系列),實現0.1ms級的指令響應速度,確保封口動作與送膜動作精細同步。技術參數:定位精度:±0.01mm重復定位精度:±0.005mm比較大加速度:5000r/min2閉環控制算法采用PID+前饋控制算法,結合模糊邏輯優化,在負載突變(如膜材斷裂)時仍能保持定位精度。實驗數據:在膜材張力波動±15%的工況下,PLC定位模塊仍可將袋長誤差控制在±0.3mm...
-
河東區綜合智能自動化包裝機
觸摸屏作為人機交互界面(HMI),通過圖形化編程和直觀操作邏輯,***降低設備操作門檻:操作界面設計分屏顯示:主界面顯示實時運行參數(如包裝速度、袋長、溫度),子界面提供參數設置、故障診斷、生產統計等功能。虛擬按鍵布局:模擬實際設備結構(如送膜路徑、封口位置),操作人員可通過“所見即所得”方式調整參數。交互邏輯優化一鍵切換:支持快速切換包裝規格(如從100g小袋切換至500g大袋),參數加載時間≤5秒。多級權限管理:操作員權限:*允許啟動/停止、參數微調工程師權限:可修改PLC程序、校準傳感器管理員權限:管理用戶賬戶、導出生產數據故障診斷與維護實時報警:通過彈窗、聲音、指示燈三重提示故障位置(...
-
 新能源智能自動化包裝機值多少錢
新能源智能自動化包裝機值多少錢按鈕式控制氣脹軸充、放氣系統解析氣脹軸(又稱充氣軸)是工業卷材處理中的**部件,通過充氣膨脹固定卷材(如薄膜、紙張、布料等),放氣后便于快速更換。按鈕式控制系統因其操作簡便、響應迅速,廣泛應用于印刷、包裝、復合等自動化生產線。以下從系統組成、操作邏輯、常見問題及優化建議展開分析。工作流程充氣階段:按下“充氣”按鈕→電磁閥切換至充氣通路→壓縮空氣通過氣源處理單元進入氣脹軸氣囊→壓力達到設定值(如0.4-0.6MPa)后停止。放氣階段:按下“放氣”按鈕→電磁閥切換至排氣通路→氣脹軸內部氣體通過消音器排出→軸體收縮。單機頭立式纏繞包裝機工作流程分解。新能源智能自動化包裝機值多少錢智能自動化包裝機PL...
-
津南區智能自動化包裝機近期價格
貼紙皮打包的技術關鍵點主要包括以下幾個方面:打包速度與效率的平衡:在保證打包質量的前提下,需要盡可能提高打包速度,以滿足生產線的需求。這要求設備具有高效的機械結構和控制系統,能夠快速而準確地完成吸取、貼合、纏繞等動作。設備耐用性與維護性:打包設備需要具備良好的耐用性,以應對長時間、**度的生產環境。同時,設備的維護性也需要考慮,以便在出現故障時能夠迅速修復,減少停機時間。安全防護措施:在打包過程中,需要確保操作人員的安全。這包括設置安全防護裝置,如防護欄、急停按鈕等,以及制定嚴格的操作規程和培訓計劃,提高操作人員的安全意識。PLC集成控制系統與觸摸屏技術的結合。津南區智能自動化包裝機近期價格智...
-
 石景山區智能自動化包裝機近期價格
石景山區智能自動化包裝機近期價格全自動臥式包裝機是一種高效、自動化的包裝設備,廣泛應用于食品、醫藥、日化、五金等多個行業。其通過臥式結構設計,實現了物品的自動輸送、計量、填充、封口和輸出,大幅提高了生產效率和包裝質量。全自動臥式包裝機的工作原理,物料輸送物料通過振動盤、螺旋輸送器或皮帶輸送機等裝置,自動送入計量裝置。計量填充根據預設的包裝規格,計量裝置(如螺桿計量器、電子秤、量杯等)對物料進行精確計量,并填充到包裝袋中。制袋成型包裝膜通過制袋器成型為所需形狀(如三邊封、四邊封、背封等),并由熱封裝置對袋口進行密封。封口輸出封口完成后,包裝袋通過輸送帶輸出,進入下一道工序(如裝箱、碼垛等)。PLC集成控制系統的主要優勢。石景山...
-
嘉興智能自動化包裝機近期價格
按鈕式控制氣脹軸充、放氣系統操作邏輯與安全設計,1.按鈕功能分配充氣按鈕:通常為綠色自鎖按鈕,按下后保持充氣狀態,松開后停止(或通過壓力傳感器自動停止)。安全設計:超壓保護(如壓力超過0.7MPa時電磁閥自動泄壓)。放氣按鈕:紅色瞬動按鈕,按下后立即排氣,松開后停止(部分設計為持續放氣直至壓力歸零)。安全設計:防誤觸設計(如需長按2秒生效)。2.電氣控制邏輯典型電路:充氣按鈕→PLC/繼電器→電磁閥線圈(充氣端)放氣按鈕→PLC/繼電器→電磁閥線圈(放氣端)壓力傳感器→PLC→充氣/放氣信號切換互鎖機制:充氣與放氣按鈕不可同時觸發,避免氣路***。貼紙皮打包工藝局限性及改進方向。嘉興智能自動化...
-
承德手動智能自動化包裝機
單機頭立式纏繞包裝機的纏繞膜斷膜檢測是確保包裝過程連續性和效率的關鍵環節,斷膜檢測方法,機械感應檢測:通過在纏繞膜路徑上設置機械感應裝置,當纏繞膜斷裂時,感應裝置會檢測到膜的缺失,從而觸發報警或停機信號。光電傳感器檢測:利用光電傳感器檢測纏繞膜的存在與否。當纏繞膜斷裂時,光電傳感器會檢測到光線的變化,進而發出斷膜信號。張力監測:通過監測纏繞膜的張力變化來判斷是否斷膜。當纏繞膜斷裂時,張力會突然減小或消失,系統可根據這一變化判斷斷膜情況。瞬時加熱方式對纏繞膜質量的潛在風險。承德手動智能自動化包裝機智能自動化包裝機PLC定位模塊的關鍵技術實現:高精度編碼器反饋采用分辨率≥10000脈沖/轉的旋轉編...
-
 靜海區智能自動化包裝機量大從優
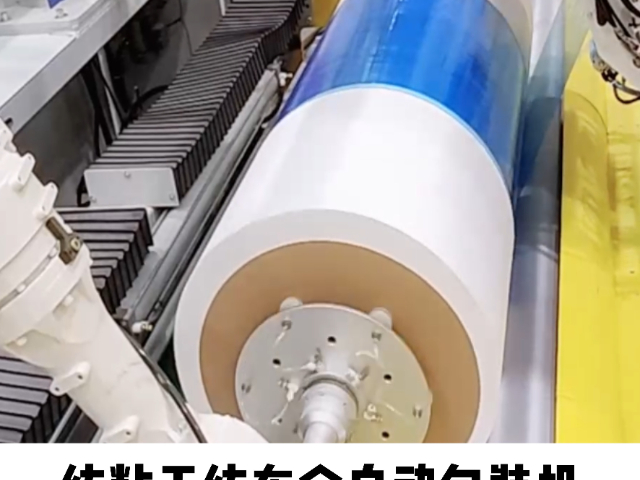
靜海區智能自動化包裝機量大從優布卷端面定位與中心起包技術操作流程與設備協同操作流程,布卷放置將布卷置于轉盤中心,通過光電傳感器或機械限位裝置確保軸向對齊。端面檢測使用激光測距儀或攝像頭掃描端面輪廓,計算偏移量并反饋至PLC。中心定位轉盤微調(±3mm精度)使布卷軸心與纏繞膜架的出膜口對齊。中心起包膜架下降至布卷端面中心,轉盤低速旋轉(2-5rpm),膜材以30°-45°角度開始纏繞。螺旋上升膜架同步上升,轉速與升降速度匹配(如轉盤8rpm對應升降速度4m/min)。全自動立式薄膜包裝機設備特點?靜海區智能自動化包裝機量大從優智能自動化包裝機工藝流程與**原理:工藝步驟:紙皮吸取定位:通過真空吸盤或機械臂,將預裁切的兩端紙皮...
-
自動化智能自動化包裝機種類
單機頭立式纏繞包裝機工作原理框架,機械結構與運動協同轉盤旋轉:貨物放置于轉盤上,通過電機驅動實現勻速或變速旋轉(轉速范圍通常為0-12rpm)。膜架升降:膜架沿立柱垂直移動,與轉盤旋轉同步完成螺旋式纏繞(升降速度0-8m/min)。預拉伸系統:膜材通過預拉伸輥組(拉伸比1:1.5-1:3),減少耗材用量并提升包裝緊實度。膜材輸送與張力控制膜材路徑:膜卷→預拉伸輥組→導向輥→壓膜輥→貨物表面。張力調節:通過磁粉制動器或伺服電機動態調整膜材張力(張力范圍5-30N),避免松弛或斷裂。智能控制系統PLC編程邏輯:根據預設參數(纏繞層數、重疊率、升降速度)自動生成運動軌跡。傳感器反饋:光電傳感器檢測貨...
-
重型智能自動化包裝機設備價錢
全自動臥式包裝機雖然具備高效、自動化等優勢,但在實際應用中仍存在一些局限性,這些局限性可能影響其在特定場景下的適用性或使用效果。適用場景:總結全自動臥式包裝機更適合以下場景:?標準化物料:形態規則、流動性好的顆粒/粉末/液體。?大規模生產:需高速、連續包裝的場景。?常規袋型需求:三邊封、四邊封等基礎袋型。不適用場景:?物料形態復雜或需特殊處理(如易碎、易分層)。?小批量、多品種生產(頻繁換型成本高)。?極端環境(如高溫、高濕、腐蝕性氣體)。布卷端面定位與中心起包技術操作流程與設備協同。重型智能自動化包裝機設備價錢智能自動化包裝機貼體包裝是一種新穎的包裝技術,它把透明的塑料薄膜加熱到軟化程度,然...
-
靜海區國產智能自動化包裝機
貼紙皮打包的技術關鍵點主要包括以下幾個方面:紙皮與布料的精細定位:在吸取紙皮并將其貼合到布料兩端時,需要確保紙皮與布料的相對位置準確無誤。這通常依賴于高精度的機械定位系統或視覺定位技術,以防止紙皮移位或貼合不齊。吸取系統的穩定性與可靠性:吸取紙皮的過程需要穩定的真空吸盤或機械臂系統,以確保紙皮在吸取和貼合過程中不會脫落或變形。吸盤的壓力和吸取時間需要根據紙皮的材質和厚度進行精確調節。纏繞膜的張力與重疊率控制:纏繞膜在打包過程中需要保持適當的張力,以確保膜材能夠緊密地包裹在紙皮和布料上,同時不會因張力過大而導致布料變形或紙皮破損。此外,纏繞膜的重疊率也需要精確控制,以達到比較好的打包效果和材料利...
-
 自動化智能自動化包裝機大小
自動化智能自動化包裝機大小纏繞膜熔斷采用瞬時加熱方式是一種有效防止熔融拉絲的技術手段,包裝機采用瞬時加熱方式的優勢,可以提高包裝效率:瞬時加熱方式能夠迅速完成膜材的熔斷,減少包裝生產過程中的等待時間,提高整體包裝效率。保證包裝產品的質量:通過防止熔融拉絲,瞬時加熱方式能夠確保包裝后的貨物外觀整潔、美觀,提升產品形象。可以延長設備壽命:減少膜材在加熱區域的停留時間,能降低加熱部件的磨損和老化速度,從而延長纏繞包裝機的使用壽命。布卷端面定位與中心起包技術原理與需求。自動化智能自動化包裝機大小智能自動化包裝機尋邊檢測傳感器可通過非接觸式檢測實現包裝幅寬的自動控制,其**在于利用光電或激光原理精細定位材料邊緣,結合PLC系統動...
-
濱海新區多功能智能自動化包裝機
貼紙皮打包工藝流程原理:工藝步驟:紙皮吸取定位:通過真空吸盤或機械臂,將預裁切的兩端紙皮精細吸附至布料邊緣。紙皮與布料貼合:利用氣壓或機械壓力將紙皮與布料固定,形成“紙皮-布料-紙皮”的三明治結構。纏繞式打包:采用打包膜(如PE膜、PP膜)沿產品縱向或橫向進行螺旋纏繞,增強整體穩定性。傳送帶轉移:打包完成后,產品通過傳送帶進入下一環節(如裝箱、碼垛)。技術關鍵點:紙皮材質選擇:需兼顧剛性與柔韌性(如300g/m2灰板紙),避免折斷或變形。吸取定位精度:吸盤壓力需動態調節(通常0.4-0.6MPa),防止紙皮移位或破損。纏繞膜張力控制:張力過大會導致布料變形,過小則無法固定紙皮(建議張力范圍5-...
-
進口智能自動化包裝機售后服務
全自動臥式包裝機是一種高效、自動化的包裝設備,廣泛應用于食品、醫藥、日化、五金等多個行業。其通過臥式結構設計,實現了物品的自動輸送、計量、填充、封口和輸出,大幅提高了生產效率和包裝質量。全自動臥式包裝機的工作原理,物料輸送物料通過振動盤、螺旋輸送器或皮帶輸送機等裝置,自動送入計量裝置。計量填充根據預設的包裝規格,計量裝置(如螺桿計量器、電子秤、量杯等)對物料進行精確計量,并填充到包裝袋中。制袋成型包裝膜通過制袋器成型為所需形狀(如三邊封、四邊封、背封等),并由熱封裝置對袋口進行密封。封口輸出封口完成后,包裝袋通過輸送帶輸出,進入下一道工序(如裝箱、碼垛等)。瞬時加熱方式對纏繞膜質量的積極影響。...
-
連云港智能自動化包裝機檢修
全自動立式薄膜包裝機主要通過一個垂直的旋轉軸帶動包裝膜卷轉動,同時將包裝物放置在包裝膜的中心位置,利用電機驅動的摩擦力帶動包裝膜卷轉動,把包裝物包裹在包裝膜中。以下從技術參數方面展開介紹:技術參數:不同型號的全自動立式薄膜包裝機技術參數有所差異,以下以全自動自立式包裝機為例:耗氣量:0.7立方米/分鐘計量誤差:≤1%卷膜直徑:600毫米包裝速度:40-80袋/分鐘包裝袋寬度:90-180毫米包裝袋高度:110-250毫米機器重量:2000千克比較大包裝量:1000毫升按鈕式氣脹軸充、放氣系統常見問題與解決方案。連云港智能自動化包裝機檢修智能自動化包裝機貼紙皮打包的技術關鍵點主要包括以下幾個方面...
-
河西區智能自動化包裝機性價比
自動抓取紙皮機構是一種通過集成視覺識別、機械臂、控制系統等技術,實現紙皮自動抓取、搬運和放置的機器人設備,工作原理,運動控制:電控系統控制機械手運動,直線軸系統動作使機械手做水平、豎直運動,機械手伺服電機使抓持手做旋轉運動,三種運動有機結合,使抓持手到達紙皮垛的上方。位置檢測與抓取:超聲波傳感器檢索紙皮垛的位置及高度,激光檢測器找正紙皮芯位置后,紙盤軸進入紙皮芯,自鎖氣筒通高壓空氣松開導向軸,吸盤被紙皮頂起,根據不同紙皮寬設置紙盤軸進入深度,一般要求達到紙皮寬度的一半左右為合適。布卷端面定位與中心起包技術原理與需求。河西區智能自動化包裝機性價比智能自動化包裝機自動抓取紙皮機構組成部分,氣控元件...
-
 國產智能自動化包裝機生產廠家
國產智能自動化包裝機生產廠家按鈕式控制氣脹軸充、放氣系統常見問題與解決方案,1.充氣不足或放氣緩慢原因:氣源壓力不足(低于0.5MPa)。電磁閥堵塞或氣路泄漏。氣脹軸氣囊老化漏氣。解決:檢查氣源壓力及過濾器狀態。更換電磁閥或密封件。測試氣脹軸保壓性能(充氣后觀察壓力表10分鐘內下降是否超過0.05MPa)。2.按鈕誤操作風險風險:生產中誤觸放氣按鈕導致卷材脫落。解決:采用帶鎖按鈕或權限控制(如需輸入密碼解鎖)。增加狀態指示燈(充氣時綠燈亮,放氣時紅燈閃爍)。3.自動化升級需求場景:需與PLC聯動實現自動充放氣(如根據卷材直徑傳感器觸發)。方案:保留按鈕控制作為手動備份。增加IO模塊與PLC通信,通過程序控制電磁閥。瞬時加...
-
張家口智能自動化包裝機
PLC(可編程邏輯控制器)集成控制系統通過模塊化設計和高密度集成,將包裝機的**控制功能(如送膜、計量、封口、切割)整合至單一平臺,實現以下優勢:系統集成度提升硬件整合:將傳統**運行的電機驅動器、傳感器、I/O模塊集成至PLC背板,減少接線復雜度(降低布線錯誤率70%以上)。軟件協同:通過統一的編程環境(如TIA Portal、GX Works3)實現多任務并行控制,避免多控制器間的通信延遲。控制能力強化多軸聯動控制:支持同時驅動4-8個伺服軸(如送膜電機、橫封電機、縱封電機、切割電機),時序精度達±0.1ms。實時響應:在高速包裝(≥80袋/分鐘)時,PLC掃描周期可縮短至1ms以內,確保...
-
呂梁智能自動化包裝機
瞬時加熱方式對纏繞膜質量的影響取決于溫度控制精度、加熱時間、設備匹配性等因素。若操作得當,可提升包裝效率并減少拉絲等缺陷;若控制不當,則可能導致膜材性能下降或包裝失效。優化瞬時加熱方式的建議,采用智能溫控系統使用PID控制或紅外測溫技術,實時監測加熱區域溫度,確保溫度波動在±5℃以內。優化加熱元件設計采用陶瓷加熱片或高頻感應加熱,提高加熱均勻性,減少熱應力對膜材的影響。加強設備維護定期清潔加熱元件,避免積塵導致局部過熱;檢查傳感器精度,確保溫度反饋準確。膜材預處理對易受熱影響的膜材(如含添加劑的PVC膜),可調整配方或增加預熱步驟,提升其耐熱性。PLC追蹤模塊的主要作用。呂梁智能自動化包裝機智...
-
平谷區智能自動化包裝機二手價格
布卷端面定位與中心起包技術原理與**需求,布卷端面定位目的:確保纏繞膜在布卷端面均勻覆蓋,避免偏移或覆蓋不全,影響防塵、防潮效果。技術要求:端面對齊精度:±5mm以內(根據布卷直徑調整)。動態適應性:適應不同直徑布卷(如500mm-2000mm)的端面定位。中心起包(螺旋纏繞起始點)定義:纏繞膜從布卷軸心位置開始螺旋上升,覆蓋整個端面及側壁。優勢:減少膜材浪費:中心起包可避免端面邊緣重復纏繞。提升包裝穩定性:螺旋纏繞方式使膜材受力均勻,防止運輸中松散。單機頭立式纏繞包裝機工作流程分解。平谷區智能自動化包裝機二手價格智能自動化包裝機貼紙皮打包的技術關鍵點主要包括以下幾個方面:紙皮與布料的精細定位...
-
淮安智能自動化包裝機二手價格
尋邊檢測傳感器在自動檢測控制技術實現與系統集成,傳感器選型:根據包裝材料的特性和生產要求,選擇合適的尋邊檢測傳感器。例如,對于透明或反光材料,可能需要選擇具有特殊檢測模式的傳感器。控制系統設計:設計基于PLC或工業計算機的控制系統,實現傳感器數據的采集、處理和控制指令的輸出。控制系統應具備高度的穩定性和可靠性,以適應長時間連續運行的需求。系統集成與調試:將尋邊檢測傳感器與包裝設備、控制系統等進行集成,并進行***的調試和優化。確保各部件之間的協同工作,實現包裝幅寬的自動檢測和控制。全自動立式薄膜包裝機工作原理。淮安智能自動化包裝機二手價格智能自動化包裝機全自動立式薄膜包裝機主要通過一個垂直的旋...
-
宿州智能自動化包裝機價目
布卷端面定位與中心起包技術原理與**需求,布卷端面定位目的:確保纏繞膜在布卷端面均勻覆蓋,避免偏移或覆蓋不全,影響防塵、防潮效果。技術要求:端面對齊精度:±5mm以內(根據布卷直徑調整)。動態適應性:適應不同直徑布卷(如500mm-2000mm)的端面定位。中心起包(螺旋纏繞起始點)定義:纏繞膜從布卷軸心位置開始螺旋上升,覆蓋整個端面及側壁。優勢:減少膜材浪費:中心起包可避免端面邊緣重復纏繞。提升包裝穩定性:螺旋纏繞方式使膜材受力均勻,防止運輸中松散。瞬時加熱方式對纏繞膜質量的積極影響。宿州智能自動化包裝機價目智能自動化包裝機單機頭立式纏繞包裝機工作原理框架,機械結構與運動協同轉盤旋轉:貨物放...
-
加工智能自動化包裝機設備價錢
全自動臥式包裝機主要特點:自動化程度高,全自動臥式包裝機集成了PLC控制系統、伺服電機驅動、觸摸屏操作界面等先進技術,能夠實現從物料輸送到成品輸出的全流程自動化,減少人工干預,降低勞動強度。包裝速度快采用高速運轉的機械結構和優化的控制系統,包裝速度可達每分鐘數十至上百包,滿足大規模生產需求。包裝精度高通過高精度傳感器和伺服電機控制,確保物料的計量準確,包裝重量或體積誤差控制在極小范圍內,提升產品質量。適應性強可適配多種包裝材料(如塑料薄膜、鋁箔、復合膜等),并可根據不同物料的特性(如顆粒、粉末、液體、塊狀等)調整包裝參數,滿足多樣化包裝需求。操作簡便觸摸屏操作界面直觀易懂,支持多語言切換,參數...