-
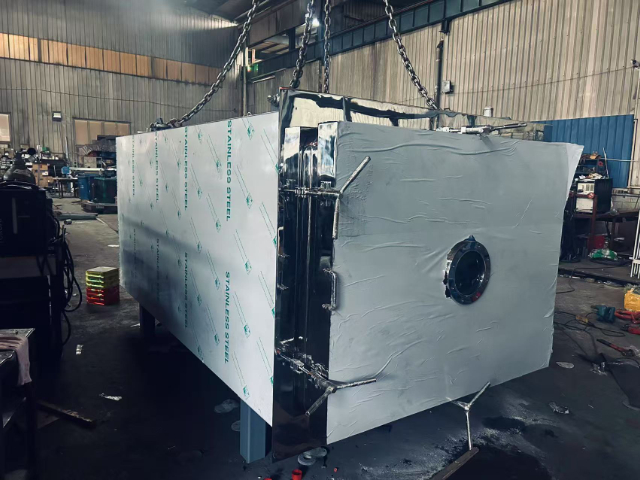
 上海香料凍干機箱體采購
上海香料凍干機箱體采購凍干機箱體作為設備的關鍵部分,在加工工藝上有著嚴苛要求。首先,箱體材料多選用AISI 304或AISI316L不銹鋼,這兩種材料具備出色的耐腐蝕性,能適應凍干過程中的復雜環境,確保箱體長期穩定運行。在加工過程中,對箱體內部進行圓角處理是重要的一環,這種設計可有...
2025-06-25 -
 河北冷凍設備焊接加工設備
河北冷凍設備焊接加工設備焊接加工的成本也是企業需要考慮的重要因素之一。焊接成本主要包括焊接材料成本、設備成本、人工成本等等。為了降低焊接成本,企業可以采取優化焊接工藝、選擇合適的焊接材料和設備、提高焊工的技能水平等措施。例如,通過采用先進的焊接工藝和設備,可以提高焊接效率,減少焊接材...
2025-06-25 -
 甘肅食品箱體拋光加工
甘肅食品箱體拋光加工拋光工序與其他加工工序的銜接至關重要,以下是一些要點:?與前序工序:在機械加工等前序工序完成后,需對工件進行嚴格檢驗,確保尺寸精度、形位公差等符合拋光要求,清理表面油污、鐵屑等雜質后再移交拋光工序。?與后序工序:拋光完成后,若有裝配等后序工序,要做好防護避免再...
2025-06-25 -
江西五金拋光拋光價格
自動化拋光設備能在多方面節省成本,具體如下:?人力成本:可大幅減少人工操作,一臺自動化拋光設備能替代3-5名人工,按每人年工資5-8萬元計算,每年可節省15-40萬元。?時間成本:自動化拋光設備運行穩定,可24小時不間斷工作,效率比人工提高3-5倍,能加快生產...
2025-06-25 -
 重慶生物設備焊接加工價格
重慶生物設備焊接加工價格焊接加工中的質量檢驗至關重要。外觀檢驗是**基本的檢驗方法,通過目視或借助簡單工具檢查焊縫的表面質量,如焊縫尺寸、形狀、表面缺陷等。無損檢測則能檢測焊縫內部的缺陷,如超聲波檢測可發現焊縫內部的裂紋、氣孔等缺陷,射線檢測能更直觀地顯示焊縫內部的缺陷形態和位置。力...
2025-06-25 -
 浙江干燥設備焊接加工廠家
浙江干燥設備焊接加工廠家箱體焊接加工部件的裝配與定位在焊接前,需對凍干箱體的各個部件進行準確裝配和定位。裝配時,要嚴格按照設計圖紙和工藝要求進行操作,保證各部件的相對位置和尺寸的精度。可采用工裝夾具對部件進行固定好,確保在焊接加工過程中部件不會發生位移。對于一些關鍵部位的裝配,如密封...
2025-06-24 -
青海干燥設備焊接加工價格
電阻焊在電子設備制造領域應用***。比如手機、電腦等電子產品的內部電路板焊接,常常會用到電阻焊中的點焊或凸焊。點焊可以精細地將細小的電子元件引腳與電路板上的焊盤連接,利用電阻熱使接觸點金屬融合,且熱影響區小,不會對周邊的精密元件造成損害。凸焊則適用于一些需要較...
2025-06-24 -
 甘肅環保凍干機箱體設備
甘肅環保凍干機箱體設備從節能環保的角度來看,優化凍干機板層的性能也具有重要意義。高效的板層熱交換設計可以減少能源消耗,縮短凍干周期,降低生產成本。例如,采用新型的導熱材料或改進冷媒的循環方式,提高熱傳導效率,使物料能夠更快地達到凍干所需的溫度,減少加熱和制冷時間。同時,合理設計板層...
2025-06-24 -
北京焊接加工使用
摩擦焊是一種高效的固相焊接方法,在機械制造行業應用***,特別是對于圓形截面的零件焊接。例如,汽車發動機的曲軸、傳動軸等部件,通過摩擦焊可以將不同材質的軸段連接在一起,形成一個整體。摩擦焊過程中,焊件表面相互摩擦產生熱量,使金屬達到塑性狀態,然后迅速施加頂鍛力...
2025-06-24 -
 湖南科學凍干機箱體機器
湖南科學凍干機箱體機器不同應用領域對凍干機箱體加工有著不同的側重點。在醫藥領域,由于藥品生產對衛生條件和產品質量要求極高,箱體加工時更注重內部的清潔性和無菌性,采用高精度的拋光工藝和嚴格的清洗、消毒流程,確保箱體內部無微生物殘留和雜質污染;在食品行業,除了衛生要求外,還會考慮箱體對...
2025-06-24 -
 山東打磨拋光價格
山東打磨拋光價格拉絲后的不銹鋼通常是可以做鏡面處理的。拉絲是通過研磨等方式在不銹鋼表面形成絲狀紋理,而鏡面處理是要讓表面達到高度平整光滑以反射光線如鏡面般。不過拉絲會使不銹鋼表面有一定程度的粗糙和劃痕等,要進行鏡面處理需先通過多道打磨工序,使用不同目數的砂紙或研磨工具逐步將表...
2025-06-24 -
 內蒙古精細拋光加工
內蒙古精細拋光加工一般情況下,完成一次凍干箱人工拋光所需時間受多種因素影響。若凍干箱體積較小,內部結構簡單,且表面狀況較好,需進行輕度拋光以去除輕微污漬和劃痕,一個熟練工人可能2至3小時就能完成。但如果是大型凍干箱,內部結構復雜,有較多管道、拐角和縫隙,或者表面有嚴重的銹跡、污...
2025-06-24 -
 山東化妝品箱體拋光廠家
山東化妝品箱體拋光廠家以下是不同程度劃痕的補救措施:?輕微劃痕:?拋光處理:使用**的拋光劑和拋光工具,對劃痕處進行輕輕打磨拋光,可去除淺表劃痕,恢復表面光澤。?涂抹蠟:在劃痕處涂抹車身蠟,然后用溫水浸濕的毛巾反復擦拭,能在一定程度上淡化劃痕。也可用牙膏代替,將牙膏抹在劃痕處,用濕...
2025-06-24 -
 新疆食品凍干機箱體
新疆食品凍干機箱體凍干機箱體加工過程中的安全管理不容忽視。在設備操作方面,為操作人員配備必要的安全防護裝備,如防護手套、護目鏡、安全帽等,并制定詳細的設備操作規程,嚴禁違規操作,防止因操作不當引發機械傷害、燙傷、觸電等事故。在車間環境管理上,保持車間通風良好,及時排除加工過程中...
2025-06-23 -
 西藏拋光生產
西藏拋光生產不銹鋼鏡面拋光外包和自主加工哪個成本更低,需綜合多方面判斷:?設備與場地:自主加工需購置拋光設備、建設場地,前期投入大;外包則無此成本。?人力:自主加工要招聘、培訓工人,支付工資福利;外包可將人力成本轉至加工商。?規模效應:若訂單量小,自主加工設備、人力易閑置...
2025-06-23 -
 甘肅打磨拋光加工
甘肅打磨拋光加工不銹鋼鏡面拋工和拉絲是兩種常見的表面處理工藝,各具特色。不銹鋼鏡面拋工能使不銹鋼表面達到極高的光潔度,如同鏡子一般清晰反射物體。這一工藝通常需要經過多道研磨和拋光工序,使用逐漸精細的磨料,逐步消除表面的劃痕和瑕疵。在操作過程中,需要嚴格控制研磨壓力、速度和...
2025-06-23 -
 北京真空設備焊接加工加工
北京真空設備焊接加工加工埋弧焊作為一種高效的焊接方法,在大型鋼結構制造中應用中***。焊接時,電弧在焊劑層下燃燒,熱量集中,熔深大,焊接速度快。對于橋梁、大型建筑框架等結構的焊接,埋弧焊能一次焊透較厚的板材,減少焊接層數,提高生產效率。同時,焊劑的保護作用能有效隔絕空氣,防止焊縫金屬...
2025-06-23 -
 西藏五金拋光拋光生產
西藏五金拋光拋光生產以下是拋光過程中人工成本合理分配的方法:?按崗位技能:對于掌握復雜拋光技術、能處理高精度或高難度工件的崗位,給予較高薪酬。如模具拋光中精細部位的手工拋光,對技能要求高,人工成本占比可適當提高,以激勵和留住人才。?按工作強度:勞動強度大、工作環境不佳(如高溫、高...
2025-06-23 -
河北精細拋光
處理拋光時產生的粉塵,可采取以下措施: ?安裝集塵設備:在拋光設備上安裝集塵罩,通過管道連接到集塵系統,將粉塵收集起來,防止擴散。?使用濕式作業:采用濕式拋光工藝,在拋光過程中噴水霧,使粉塵與水結合形成泥漿狀,減少粉塵飛揚,便于收集處理。?加強通風換...
2025-06-23 -
吉林化妝品箱體拋光價格
拋光質量不穩定可從以下方面排查:?設備方面:檢查拋光機的轉速是否穩定,有無振動或故障,拋光輪是否磨損不均、安裝是否牢固。?工藝參數:確認拋光時間、壓力是否合理且保持一致,研磨劑的種類、濃度、流量是否合適。?材料因素:查看待拋光工件的材質是否均勻,表面粗糙度是否...
2025-06-23 -
 青海科學設備焊接加工生產
青海科學設備焊接加工生產焊接時用的手工電弧焊是一種傳統的焊接加工方法,具有設備簡單、操作靈活等優點。它適用于各種金屬材料的焊接,尤其是在一些不規則形狀和位置的焊接中,手工電弧焊具有不可替代的優勢。然而,手工電弧焊也存在一些缺點,如焊接質量不穩定、勞動強度大等。因此,會在現代制造業中,...
2025-06-23 -
 寧夏五金拋光拋光價格
寧夏五金拋光拋光價格拋光輪的更換周期受多種因素影響,沒有固定的時間標準,以下是一些主要的考量因素:拋光輪材質?不同材質的拋光輪壽命不同。如尼龍拋光輪耐磨、彈性好,使用壽命相對較長,若用于一般金屬拋光,正常使用情況下可能200小時至300小時后需更換。?羊毛拋光輪柔軟,用于精細拋光...
2025-06-23 -
內蒙古食品箱體拋光價格
以下是一些提升拋光后不銹鋼耐指紋性能的方法: ?涂覆防指紋油:在不銹鋼表面涂覆防指紋油,可形成保護膜,阻隔指紋油脂與不銹鋼接觸,增強耐指紋效果。?進行鈍化處理:通過鈍化使不銹鋼表面形成鈍化膜,提高表面的抗腐蝕和抗污染能力,從而減少指紋附著。?采用納米...
2025-06-23 -
 江西醫藥箱體拋光加工
江西醫藥箱體拋光加工控制拋光設備維修成本可從以下幾方面著手:?預防維護:制定詳細的設備維護計劃,定期進行保養、清潔、潤滑和檢查,及時發現并處理潛在問題,減少故障發生概率,降低維修頻率和成本。?備件管理:建立合理的備件庫存,根據設備使用情況和易損件更換周期,儲備適量備件,避免緊急采...
2025-06-23 -
福建五金拋光拋光廠家
手工拋光在一定條件下可以達到接近機器拋光的鏡面效果,但要完全達到一樣的效果非常困難,存在以下情況和原因:手工拋光的局限性壓力和速度控制不穩定:手工拋光時,工人施加的壓力和拋光速度難以保持始終均勻一致。鏡面效果需要精確控制拋光過程中的壓力和速度,稍有偏差就可能導...
2025-06-23 -
陜西五金拋光拋光廠家
不銹鋼拋光后的不銹鋼出現彩虹紋,主要有以下原因: 一是拋光工藝問題,拋光時壓力和速度不均勻,導致不銹鋼表面各部分去除量有所不同,形成厚度不一的氧化膜,因光的干涉現象產生的彩虹紋。二是拋光液有所殘留,拋光后若未徹底清洗干凈,殘留的拋光液與空氣、水分等作...
2025-06-23 -
安徽化妝品箱體拋光廠家
小型拋光機通常不太適合大規模生產,主要原因如下:效率方面小型拋光機的功率、加工尺寸和處理速度相對有限,一次只能對小尺寸或少量工件進行拋光,面對大規模生產任務,需要長時間連續運行,且需大量設備和人力協同,整體效率低下,難以滿足交期要求。質量方面大規模生產對拋光質...
2025-06-23 -
山西平面拋光加工
手工拋光在一定條件下可以達到接近機器拋光的鏡面效果,但要完全達到一樣的效果非常困難,存在以下情況和原因:手工拋光的局限性壓力和速度控制不穩定:手工拋光時,工人施加的壓力和拋光速度難以保持始終均勻一致。鏡面效果需要精確控制拋光過程中的壓力和速度,稍有偏差就可能導...
2025-06-23 -
貴州低溫設備焊接加工機器
氣體保護焊中的二氧化碳氣體保護焊,以其成本低、效率高的特點,在鋼結構行業***使用。在建筑鋼結構的焊接中,二氧化碳氣體保護焊可快速地將鋼梁、鋼柱等部件連接起來。其焊接電流密度大,熔敷速度快,能有效縮短工期。雖然二氧化碳氣體在高溫下會分解產生氧化性,但通過合理選...
2025-06-23 -
 湖北醫藥箱體拋光廠家
湖北醫藥箱體拋光廠家要降低拋光過程中的廢品率,可采取以下措施:?優化工藝參數:通過實驗和數據分析,確定針對不同材質和形狀工件的比較好拋光時間、壓力、轉速及研磨劑配方,制定標準參數表并嚴格執行。?加強設備維護:定期對拋光設備進行保養、檢修,及時更換磨損的部件和拋光輪,確保設備穩定運...
2025-06-23