湖北PE造粒機型號
從機頭擠出的物料條需要通過切粒工藝制成顆粒狀產品。常見的切粒工藝有水拉條切粒、風冷模面熱切、水環(huán)切粒和水下切粒等。水拉條切粒適用于填充在 50% 以下的物料,物料擠出后先通過水槽冷卻,再由切刀切成顆粒,這種方式生產的顆粒形狀規(guī)整,表面光滑,但生產效率相對較低。風冷模面熱切是利用旋轉刀片將擠出的物料條在空氣中切成顆粒,同時利用風冷系統(tǒng)對顆粒進行快速冷卻,使顆粒迅速定型,避免粘連,適用于多種塑料物料的造粒,生產效率較高。水環(huán)切粒則是在水中將物料條切斷,可降低物料與刀具之間的摩擦力,避免物料粘連,適用于處理粘性大的物料。水下切粒是將物料在水下直接切成顆粒,顆粒在水中迅速冷卻,表面質量好,生產效率高,但設備成本較高。在實際生產中,需根據物料的特性、產品要求和生產規(guī)模等因素,選擇合適的切粒工藝。檢查加熱和冷卻系統(tǒng)的工作狀態(tài),確保溫度控制準確。湖北PE造粒機型號

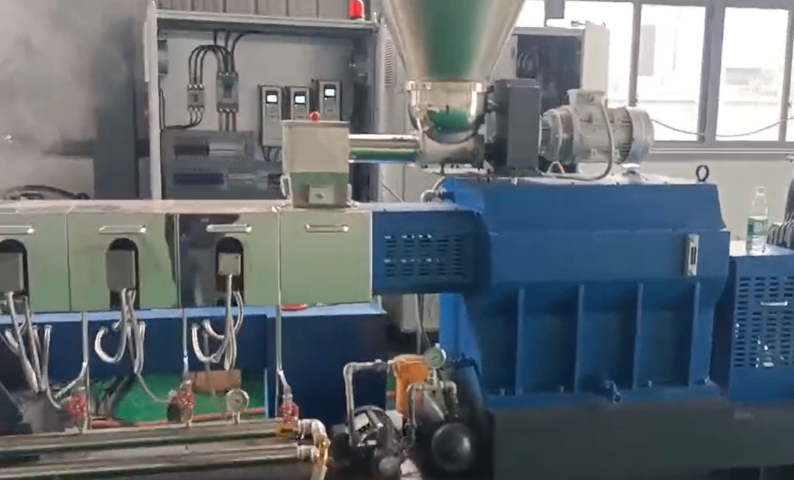
工作時,物料先通過自動提升機被送入雙錐喂料機,接著錐雙將物料強制均勻加入主機螺桿。在螺桿的壓縮與剪切以及外加熱的共同作用下,物料受到混煉和塑化,溫度和壓力逐步升高,呈現出粘流狀態(tài)。隨后,物料以一定的壓力通過機頭、擠出切粒,得到所需形狀的粒子。在這個過程中,主機料筒采用電加熱、水冷卻的方式自動控制機筒溫度,螺桿芯部可通水(油)冷卻,以此控制螺桿溫度。機頭還裝有測試熔溫熔壓的壓力傳感器,用于實時監(jiān)測機頭處物料的狀態(tài) 。河北塑料造粒機配件造粒機工作時,物料首先進入料斗,再被輸送至螺桿或其他造粒部件。

在單螺桿造粒機工作前,原料預處理是關鍵環(huán)節(jié)。對于塑料原料,首先要進行篩選,去除混入其中的雜質,如金屬碎屑、石子等,可使用振動篩完成這一操作,避免雜質在后續(xù)加工中損壞設備或影響造粒質量。對于吸濕性較強的原料,像聚酰胺(PA),需進行干燥處理,一般采用熱風干燥機,在 80 - 120℃的溫度下干燥 2 - 4 小時,將水分含量控制在 0.1% 以下,確保原料干燥達標,為后續(xù)造粒提供良好基礎。處理后的原料通過自動提升機輸送至雙錐喂料機,保證物料能均勻穩(wěn)定地進入單螺桿主機。
原料預處理是單螺桿生產工藝的基礎環(huán)節(jié),其精確度和細致程度直接影響后續(xù)生產流程及產品質量。首先,篩選工序不可或缺。通過振動篩,能有效去除塑料原料中混入的金屬碎屑、石子等雜質,這些雜質若進入后續(xù)加工環(huán)節(jié),不僅會嚴重磨損螺桿、機筒,還可能導致模具堵塞,進而影響產品質量,降低設備使用壽命。例如,在塑料造粒生產中,哪怕極少量的金屬碎屑都可能造成顆粒表面出現瑕疵,影響產品外觀和性能。對于吸濕性強的原料,如聚酰胺(PA),干燥處理尤為關鍵。利用熱風干燥機,將溫度嚴格控制在 80 - 120℃,干燥時長設定為 2 - 4 小時,目的是將原料水分含量降至 0.1% 以下。因為水分在高溫加工過程中,會引發(fā)原料水解,使產品出現氣泡、強度降低等問題。完成篩選和干燥的原料,需依據產品配方,準確稱取并投入攪拌設備進行充分混合。在制作功能母粒時,像添加阻燃劑、增韌劑等助劑,均勻混合能確保助劑在基礎樹脂中充分分散,讓產品具備穩(wěn)定且符合要求的性能。隨著環(huán)保要求的提高,造粒機在節(jié)能減排和環(huán)保方面也在不斷改進。
隨著環(huán)保意識的提高,再生塑料回收利用越來越受到重視,雙螺桿生產工藝在這一領域發(fā)揮著關鍵作用。回收的廢舊塑料通常含有雜質、水分和不同種類的塑料,需要進行預處理和混合。雙螺桿擠出機能夠對預處理后的廢舊塑料進行高效的混煉和塑化,去除雜質和水分,使不同種類的塑料均勻混合,生產出質量穩(wěn)定的再生塑料顆粒。在回收過程中,通過調整雙螺桿的工藝參數,如溫度、螺桿轉速等,可以適應不同廢舊塑料的特性,提高再生塑料的質量和性能。再生塑料顆粒可用于生產各種塑料制品,實現資源的循環(huán)利用,降低生產成本,減少環(huán)境污染。圓盤造粒機工作時,物料在圓盤上滾動,通過噴灑粘結劑等方式逐漸形成顆粒。湖北PE造粒機型號
造粒機的加熱系統(tǒng)通常采用電加熱、蒸汽加熱或熱油循環(huán)加熱等方式。湖北PE造粒機型號
在塑料改性領域,雙螺桿生產工藝發(fā)揮著重要作用。通過添加各種助劑,如填充劑、增強劑、增韌劑、阻燃劑等,對塑料進行改性,生產出性能各異的塑料制品。在生產增強尼龍時,將玻璃纖維與尼龍樹脂通過雙螺桿擠出機進行混合和塑化,玻璃纖維在雙螺桿的混煉作用下均勻分散在尼龍樹脂中,顯著提高了尼龍的強度和剛性。在生產阻燃塑料時,添加阻燃劑,利用雙螺桿擠出機的高效混煉能力,使阻燃劑充分分散在塑料中,達到良好的阻燃效果。雙螺桿生產工藝能夠實現助劑與塑料的均勻混合,精確控制產品的性能指標,滿足不同行業(yè)對塑料改性產品的需求。湖北PE造粒機型號
- 實驗單螺桿造粒生產線客服電話 2025-06-25
- 湖北雙螺桿造粒機性價比 2025-06-25
- 湖北PE色母造粒生產線圖片 2025-06-25
- 天津PE密煉機牌子 2025-06-25
- 河北雙螺桿片材機技術參數 2025-06-24
- 天津單螺桿色母造粒生產線維修 2025-06-24
- 江蘇PET片材機生產企業(yè) 2025-06-24
- 湖北進口色母造粒生產線型號 2025-06-24
- 河北雙螺桿片材機服務 2025-06-24
- 四川單螺桿密煉機聯(lián)系方式 2025-06-24
- 池州礦山開采輸送設備 2025-06-25
- 化工行業(yè)高架庫費用 2025-06-25
- 購買防爆加濕機哪個好 2025-06-25
- 西安大型固液分離機 2025-06-25
- 江夏區(qū)制造蒸汽吹灰器銷售公司 2025-06-25
- 浙江耐用大型機械設備裝卸 2025-06-25
- 銅仁大型米線生產線 2025-06-25
- 杭州合金板切割機 2025-06-25
- 無錫管殼式換熱器 2025-06-25
- 江蘇高頻焊接機價位 2025-06-25