黃浦區(qū)換熱器微通道換熱器
微通道結構的優(yōu)化及加工,創(chuàng)闊能源科技以光刻電鍍(LIGA)技術:1986年由德國Ehrfeld等利用高能加速器產(chǎn)生的同步輻射X射線刻蝕、結合電鑄成形和塑料鑄模技術發(fā)展出的LIGA工藝。該技術特點是:可以加工出大深寬比的微結構,加工面寬。但LIGA需要同步輻射X射線光源、制造成本高;LIGA實際上是一種標準的二維工藝,難以加工形狀連續(xù)變化的三維復雜微結構;而且同步輻射X光刻掩膜的制備也極為困難。(3)屬于個別特殊、特微加工,如微細電火花EDM、電子束加工、離子束加工、掃描隧道顯微鏡技術等。可加工材料面窄、工藝復雜。(4)近年來出現(xiàn)的準分子激光微細加工技術。準分子激光處于遠紫外波段,波長短、光子能量大,可以擊斷高聚物材料的部分化學鍵而實現(xiàn)化學。LNG氣化器,設計加工,工業(yè)換熱器設計加工創(chuàng)闊科技。黃浦區(qū)換熱器微通道換熱器
微通道換熱器
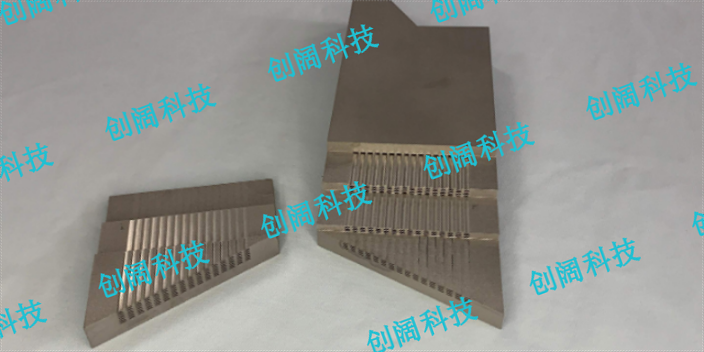
創(chuàng)闊能源科技對于微通道對流換熱不同于宏觀(指尺寸>1mm)通道換熱的機理。受通道形狀、壁面粗糙度、流體品質、表面過熱量、分子平均自由程與通道尺寸之比等眾多因素的影響,微通道換熱呈現(xiàn)出一些特殊的特點。換熱效率隨熱導率的變化趨勢根據(jù)徑向熱阻和器壁軸向熱傳導的影響,換熱器效率隨熱導率的變化可分為3個區(qū)域:低熱導率時,隨熱導率的增加,徑向熱阻的影響逐漸減弱,換熱器效率增大,該區(qū)域可稱為熱阻控制區(qū);熱導率增加到一定程度時,換熱器效率隨熱導率增加的趨勢逐漸減弱,增至最大值后開始逐漸減小,稱為高效換熱區(qū);熱導率進一步增加時,器壁軸向導熱對換熱過程的影響逐漸增強,換熱器效率隨之減小,并逐漸趨近于器壁完全等溫時的換熱效率50%,稱為熱傳導控制區(qū)。重慶電子芯片微通道換熱器換熱器制作加工創(chuàng)闊科技。
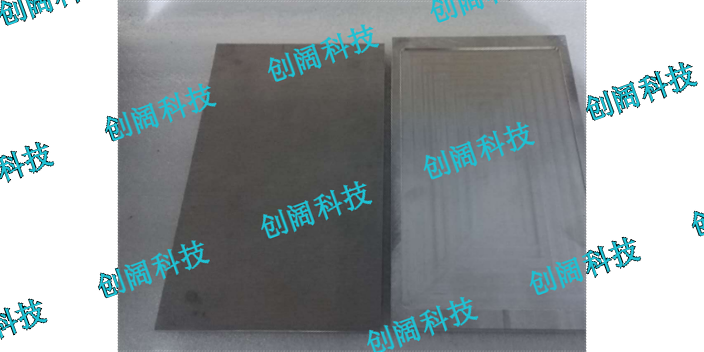
創(chuàng)闊科技換熱器有多種,以平板式換熱器為例。現(xiàn)階段創(chuàng)闊科技的平板式換熱器制造工藝以真空擴散焊接加工,而釬焊方法因為服役環(huán)境對釬料的限制而存在很大的局限性,使用壽命有限,而真空擴散焊方法則可以有效地避免這一問題。但后者對工件的加工質量、表面狀態(tài)以及設備有著極高的要求。而且,更有甚者,隨著換熱器結構的緊湊化、小型化發(fā)展,真空擴散焊的技術優(yōu)勢進一步彰顯,但技術難度的加大也顯而易見。換熱器微通道的變形與界面結合率之間如何取得良好的平衡直接決定了真空擴散焊工藝的成敗。
差不多同時發(fā)展了在組合化學、催化劑篩選和手提分析設備等方面有著誘人應用前景的微全分析系統(tǒng)(μTAS)。而把微加工技術應用于化學反應的研究始于1996年前后,Lerous和Ehrfeld等各自撰文系統(tǒng)闡述了微反應器在化學工程領域的應用原理及其獨特優(yōu)勢。現(xiàn)在微反應技術吸引了眾多學者在各個領域展開深入的研究,形式多樣的新型微反應器層出不窮,成為化學工程學科發(fā)展的一個新突破點。3.反應器的分類及結構①按微反應器的操作模式可分為:連續(xù)微反應器、半連續(xù)微反應器和間歇微反應器。②按微反應器的用途可分為:生產(chǎn)用微反應器和實驗用微反應器兩大類,其中實驗用微反應器的用途主要有藥物篩選、催化劑性能測試及工藝開發(fā)和優(yōu)化等。③若從化學反應工程的角度看,微反應器的類型與反應過程密不可分,不同相態(tài)的反應過程對微反應器結構的要求不同,因此對應于不同相態(tài)的反應過程,微反應器又可分為氣固相催化微反應器、液液相微反應器、氣液相微反應器和氣液固三相催化微反應器等。由于微反應器的特點適合于氣固相催化反應,迄今為止微反應器的研究主要集中于氣固相催化反應,因而氣固相催化微反應器的種類很多。簡單的氣固相催化微反應器莫過于壁面固定有催化劑的微通道。微通道換熱器,創(chuàng)闊科技加工。
創(chuàng)闊科技根據(jù)研究表明,當流道尺寸小于3mm時,氣液兩相流動與相變傳熱的規(guī)律將不同于常規(guī)較大尺寸,通道越小,這種尺寸效應將越明顯。當管內(nèi)徑小到,對流換熱系數(shù)可增大50%~100%。將這種強化傳熱技術用于空調(diào)換熱器,適當改變換熱器的結構、工藝及空氣側的強化傳熱措施,可有效地增強空調(diào)換熱器的傳熱能力,提高其節(jié)能水平。與比較高效的常規(guī)換熱器相比,空調(diào)器的微尺度換熱器整體換熱效率可望提高20%~30%。平行流冷凝器主要由集流管、多通道扁管和百葉窗翅片三部分組成。集流管將不同根數(shù)的扁管組合成一個流程,由不同流程組成冷凝器。集流管起分流和合流的作用,同時也是整個冷凝器的結構支架。制冷劑進入平行流冷凝器后,與傳統(tǒng)的單進單出冷凝器的區(qū)別在于:平行流冷凝器中制冷劑由聯(lián)接管道首先進入分流集流管,然后分流至各制冷劑扁管與空氣進行傳熱,到合流集流管合成一路,進入下前列程的分流集流管,創(chuàng)闊能源科技在開發(fā)微細通道換熱器具有結構緊湊,換熱效率高,重量輕,制冷劑側和空氣側流動阻力小等特點,經(jīng)歷了管片式,管帶式,發(fā)展為平行流式(也稱微細通道式)。管片式換熱器也叫翅片管式換熱器,是目前家用空調(diào)中采用的換熱器形式。多結構型換熱器創(chuàng)闊科技。泰州創(chuàng)闊科技微通道換熱器
超零界換熱器設計加工,創(chuàng)闊科技。黃浦區(qū)換熱器微通道換熱器
“創(chuàng)闊金屬科技”針對真空、擴散、焊接,分別逐個解釋一下。真空:焊接時處于真空環(huán)境,其目的一般是為了防氧化。擴散:對幾個待焊件,高壓力讓原子間距離變小,再加高溫,讓原子活躍,原子互相擴散到另一個待焊件里去。焊接:讓幾個待焊件牢固地結合。雙金屬真空擴散焊,其早期是用于前蘇聯(lián)的軍上。蘇聯(lián)解體后,俄羅斯,烏克蘭繼承了這個技術。我國的軍單位、軍類的研發(fā)部門也因此擁有這個技術。雙金屬真空擴散焊的生產(chǎn)方式成本較高,主要原因是生產(chǎn)效率較低,一般都是一爐一爐在生產(chǎn),一爐的生產(chǎn)時間長(金屬加溫到焊接溫度得十來個小時)。真空擴散焊的技術參數(shù)也比較多(氣溫,濕度,加熱溫度,各階段的加熱保溫時間,壓力,加熱方式,工件位置,工件變形參數(shù)。對整個技術團隊的要求高。一個環(huán)節(jié)沒把握好,就會報廢。按爐的較低的生產(chǎn)模式,高技術要求,成本就必定高了。但雙金屬真空擴散焊的產(chǎn)品,有其獨到的高性能高質量優(yōu)勢:結合強度高,產(chǎn)品密度提高。因此,航空航天、軍一直在采用這個技術。但因為生產(chǎn)成本高,生產(chǎn)效率不高,加溫加壓工裝設備、真空設備等等投入大,因此民用產(chǎn)品采用這個工藝就少,但隨著科技的進步,民品也在更新迭代需要這方面的技術來替代了。黃浦區(qū)換熱器微通道換熱器
- 微通道真空擴散焊接服務至上 2025-06-23
- 青浦區(qū)創(chuàng)闊金屬微通道換熱器 2025-06-23
- 河南真空擴散焊接服務至上 2025-06-23
- 南通水冷板真空擴散焊接 2025-06-23
- 多層結構真空擴散焊接歡迎咨詢 2025-06-23
- 電子芯片微通道換熱器生產(chǎn)廠家 2025-06-23
- 四川微孔加工專業(yè)廠家 2025-06-23
- 常州微通道換熱器技術指導 2025-06-23
- 換熱器真空擴散焊接誠信合作 2025-06-23
- 靜安區(qū)多層板真空擴散焊接 2025-06-23
- 無錫吊鏈除鐵器作用 2025-06-23
- 廣東設備改造功能 2025-06-23
- 安徽靜音起重機 2025-06-23
- 非標定制空調(diào)價格多少 2025-06-23
- 福建鐵通清整翻新有幾種 2025-06-23
- 北京不銹鋼傳遞窗供應 2025-06-23
- 簡便對夾視鏡產(chǎn)品 2025-06-23
- 上海自制防爆卷揚機 2025-06-23
- 云南耐油食品膠管生產(chǎn) 2025-06-23
- 重慶物流倍速鏈輸送機設計 2025-06-23