換熱器微通道換熱器生產廠家
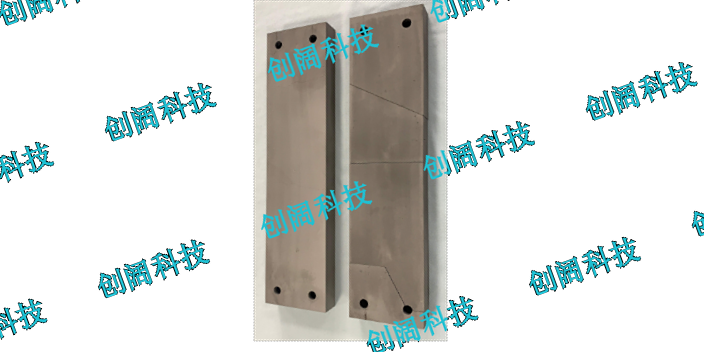
微通道,也稱為微通道換熱器,就是通道當量直徑在10-1000μm的換熱器。這種換熱器的扁平管內有數十條細微流道,在扁平管的兩端與圓形集管相聯。集管內設置隔板,將換熱器流道分隔成數個流程。板式換熱器是由一系列具有一定波紋形狀的金屬片疊裝而成的一種新型換熱器。各種板片之間形成薄矩形通道,通過板片進行熱量交換。不管是微通道板片的原理和換熱器板片每張板片包含兩個部件:金屬板:為壓制有波紋、密封槽和角孔的金屬薄板,是重要的傳熱元件。波紋不僅可強化傳熱,而且可以增加薄板的和剛性,從而提高板式換熱器的承壓能力,并由于促使液體呈湍流狀態,故可減輕沉淀物或污垢的形成,起到一定的“自潔”作用。密封墊片:安裝在沿板片周邊的墊圈槽內,密封板片之間的周邊,防止流體向外泄漏,并按設計要求,密封一部分角孔,使冷、熱液體按各自的流道流動。換熱器板片密封原理在波紋板片上粘有密封墊,密封墊設計成雙道密封結構,并具有信號孔。當介質如從前一道密封泄漏時,可從信號孔泄出,便能及早發現問題加以解決,不會造成兩種介質的混合。創闊科技使用的真空擴散焊接的微通道換熱器,使用壽命長。換熱器微通道換熱器生產廠家
微通道換熱器
因而國外有的學者將這一類型的微通道設備統稱為微反應器。微反應器還應與微全分析設備相區別,雖然它們的結構可以相同,但它們的功能和目的完全不同。2.反應器起源與演變“微反應器(microreactor)”起初是指一種用于催化劑評價和動力學研究的小型管式反應器,其尺寸約為10mm。隨著技術發展用于電路集成的微制造技術逐漸推廣應用于各種化學領域,前綴“micro”含義發生變化,專門修飾用微加工技術制造的化學系統。此時的“微反應器”是指用微加工技術制造的一種新型的微型化的化學反應器,但由小型化到微型化并不是尺寸上的變化,更重要的是它具有一系列新特性,隨著微加工技術在化學領域的推廣應用而發展并為人所重視。微加工技術起源于航天技術的發展,曾推動了微電子技術和數字技術的迅速發展。這給科學技術各個分支的研究帶來新的視點,尤其是在化學、分子生物學和分子醫學領域。較早引入微加工技術的是生物和化學分析領域。自從1993年RicharMathies首先在微加工技術制造的生物芯片上分離測定了DNA段后,生物芯片技術與計算機的結合,促成了基因排序這一偉大的科學成就;而化學分析方面。無錫創闊金屬微通道換熱器創闊科技制作微反應器的優良特性,我們需要精確設計微反應器。
創闊科技使用的真空擴散焊是一種固態連接方法,是在一定溫度和壓力下使待焊表面發生微小的塑性變形實現大面積的緊密接觸,并經一定時間的保溫,通過接觸面間原子的互擴散及界面遷移從而實現零件的冶金結合。擴散焊大致可分為三個階段:第一階段為初始塑性變形階段。在高溫和壓力下,粗糙表面的微觀凸起首先接觸,并發生塑性變形,實際接觸面積增加,并伴隨表面附著層和氧化膜的破碎,使界面實現緊密接觸,形成大量金屬鍵,為原子的擴散提供條件。第二階段為界面原子的互擴散和遷移。在連接溫度下,原子處于較高的活躍狀態,待焊表面變形形成的大量空位、位錯和晶格畸變等缺陷,使得原子擴散系數增加。此外,此階段還伴隨著再結晶的發生,以實現更加牢固的冶金結合和界面孔洞的收縮及消失。第三階段為界面及孔洞的消失。該階段原子繼續擴散使原始界面和孔洞完全消失,達到良好的冶金結合。其優點可歸納為以下幾點:(1)接頭性能優異。擴散焊接頭強度高,真空密封性好,質量穩定。對于同質材料,焊接接頭的微觀組織及性能與母材相似,且母材在焊后其物理、化學性能基本不發生改變。(2)焊接變形小。擴散連接是一種固相連接技術,焊接過程中沒有金屬的熔化和凝固。
批量生產時間:根據不同客戶的產品焊接需求的厚度和不同的精度管控要求以及訂單批量大小,按計劃正常一星期內檢驗出貨,也可以分批次提前出貨。產品檢測及售后:本公司所有的真空擴散焊產品的在制品均采用全程影像爐內在線監控、出貨檢驗均采用先進的二次元影像儀精密檢測和金相檢測。真空擴散焊接的特點一、焊接過程是在沒有液相或較小過渡相參加下,形成接頭后再經過擴散處理的過程。使其成分和組織與基體一致,接頭內不殘留任何鑄態組織,原始界面消失。因此能保持原有基金屬的物理,化學和力學性能,不會改變材料性質!二、擴散焊由于基體不過熱或熔化,因此幾乎可以在不破壞被焊材料性能的情況下,焊接金屬和非金屬材料。特別適用焊接用一般焊接方法難以實現,或雖可焊接但性能和結構在焊接過程中容易受到嚴重破壞的材料。如彌散強化的高溫合金,纖維強化的硼—鋁復合材料等。三、可焊接不同類型,甚至差別很大的材料。包括異種金屬,金屬與陶瓷等冶金上互不相溶的材料。四、真空擴散焊接可焊接結構復雜以及厚薄相差很大的工件。五、加熱均勻,焊件不變形,不產生殘余應力。使工件保持較高精度的幾何尺寸和形狀。超零界換熱器設計加工,創闊科技。
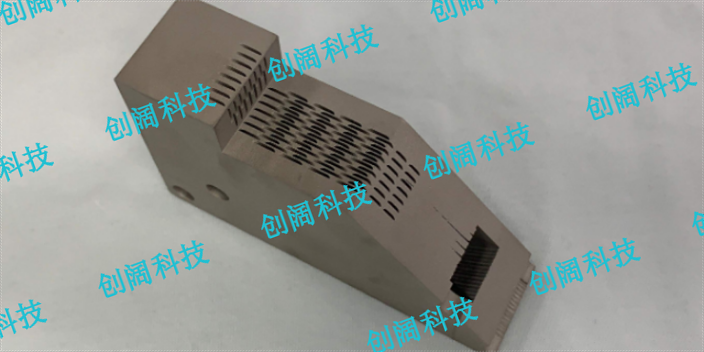
創闊能源科技對于微通道對流換熱不同于宏觀(指尺寸>1mm)通道換熱的機理。受通道形狀、壁面粗糙度、流體品質、表面過熱量、分子平均自由程與通道尺寸之比等眾多因素的影響,微通道換熱呈現出一些特殊的特點。換熱效率隨熱導率的變化趨勢根據徑向熱阻和器壁軸向熱傳導的影響,換熱器效率隨熱導率的變化可分為3個區域:低熱導率時,隨熱導率的增加,徑向熱阻的影響逐漸減弱,換熱器效率增大,該區域可稱為熱阻控制區;熱導率增加到一定程度時,換熱器效率隨熱導率增加的趨勢逐漸減弱,增至最大值后開始逐漸減小,稱為高效換熱區;熱導率進一步增加時,器壁軸向導熱對換熱過程的影響逐漸增強,換熱器效率隨之減小,并逐漸趨近于器壁完全等溫時的換熱效率50%,稱為熱傳導控制區。多結構型換熱器創闊科技。換熱器微通道換熱器誠信合作
微通道板式換熱器設計加工創闊科技。換熱器微通道換熱器生產廠家
“創闊金屬科技”針對真空、擴散、焊接,分別逐個解釋一下。真空:焊接時處于真空環境,其目的一般是為了防氧化。擴散:對幾個待焊件,高壓力讓原子間距離變小,再加高溫,讓原子活躍,原子互相擴散到另一個待焊件里去。焊接:讓幾個待焊件牢固地結合。雙金屬真空擴散焊,其早期是用于前蘇聯的軍上。蘇聯解體后,俄羅斯,烏克蘭繼承了這個技術。我國的軍單位、軍類的研發部門也因此擁有這個技術。雙金屬真空擴散焊的生產方式成本較高,主要原因是生產效率較低,一般都是一爐一爐在生產,一爐的生產時間長(金屬加溫到焊接溫度得十來個小時)。真空擴散焊的技術參數也比較多(氣溫,濕度,加熱溫度,各階段的加熱保溫時間,壓力,加熱方式,工件位置,工件變形參數。對整個技術團隊的要求高。一個環節沒把握好,就會報廢。按爐的較低的生產模式,高技術要求,成本就必定高了。但雙金屬真空擴散焊的產品,有其獨到的高性能高質量優勢:結合強度高,產品密度提高。因此,航空航天、軍一直在采用這個技術。但因為生產成本高,生產效率不高,加溫加壓工裝設備、真空設備等等投入大,因此民用產品采用這個工藝就少,但隨著科技的進步,民品也在更新迭代需要這方面的技術來替代了。換熱器微通道換熱器生產廠家
- 長寧區創闊金屬微通道換熱器 2025-07-09
- 奉賢區微通道換熱器技術指導 2025-07-09
- 鄭州微通道換熱器歡迎來電 2025-07-09
- 閔行區微通道換熱器聯系方式 2025-07-09
- 河南創闊金屬微通道換熱器 2025-07-09
- 創闊金屬微通道換熱器 2025-07-09
- 換熱器微通道換熱器加工 2025-07-09
- 黃浦區不銹鋼真空擴散焊接 2025-07-08
- 河北微通道換熱器廠家直銷 2025-07-08
- 鄭州PCHE應用微通道換熱器 2025-07-08
- 廣西車間工業大吊扇安裝規范 2025-07-09
- 新吳區附近齒輪售價 2025-07-09
- 青浦區定做磁浮備用軸承怎么樣 2025-07-09
- 鎮江驅動器標準 2025-07-09
- 北京工業VOCs一般多少錢 2025-07-09
- 揚州VOC在線監測設備驗收 2025-07-09
- 浙江聚氨酯人造革生產線公司 2025-07-09
- 廣東銷售顆粒機功率選型計算 2025-07-09
- 建鄴區高技術O型圈作用 2025-07-09
- 江蘇服務器機柜生產廠家 2025-07-09