山東激光刀模源頭廠家
CO?激光刀模
工作原理:以 CO?氣體為介質,產生 10.6μm 波長的紅外激光,通過熱效應熔化或氣化材料。
典型應用:
紙質拼圖(如普通卡紙、瓦楞紙):切割速度快(可達 500mm/s),邊緣光滑無毛刺。
塑料拼圖(如 PVC、亞克力):可切割 2mm 以下厚度的板材,適合透明拼圖或異形設計。
優勢:設備成本較低,維護簡單,對非金屬材料兼容性強。
光纖激光刀模
工作原理:利用光纖作為激光傳輸介質,產生 1.06μm 波長的激光,能量密度高,熱影響區小。
典型應用:
金屬拼圖(如不銹鋼、鋁合金薄片):可切割 0.5mm 以下金屬板材,邊緣垂直度高。
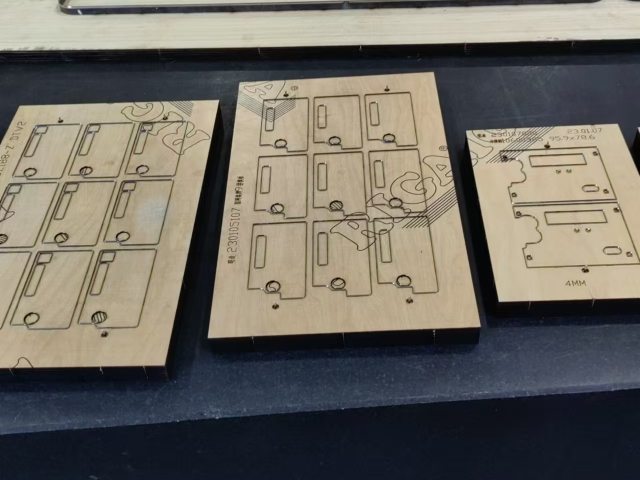
木質拼圖(如椴木、櫸木):減少木材碳化現象,切割面更光滑,適合木質拼圖。
優勢:切割精度更高(±0.03mm),速度比 CO?激光快約 30%,適合高精度、高硬度材料。 激光刀模能夠切割出具有特殊效果的圖案,增加模切產品的附加值。山東激光刀模源頭廠家
耐用性與穩定性長壽命:激光刀模刀片壽命長(3-20萬次),且刀縫均勻,減少磨損。穩定性強:長年工作不變形,確保切割精度穩定,適合大批量生產。耐高溫:可耐受高溫環境,適合高溫模切工藝(如熱熔膠包裝)。
低維護成本無刀具損耗:激光切割無刀具接觸,減少刀具磨損和更換成本。維護簡單:日常保養需清潔和潤滑,降低維護難度和費用。低廢品率:切割精度高,廢品率低于1%,降低材料浪費成本。
環保與安全綠色制造:激光切割無粉塵、無噪音,符合環保標準,減少對操作人員的健康危害。安全操作:非接觸式加工,無刀具割傷風險,提升生產安全性。 廣西激光刀模廠家銷售激光刀模適用于各種規模的模切生產企業,從小作坊到大型工廠。
激光與材料相互作用聚焦過程透鏡聚焦:將激光束直徑壓縮至微米級(如50μm),形成高能量密度光斑(>10? W/cm2)。焦點控制:通過動態聚焦系統,確保光斑始終位于材料表面或內部指定位置。材料去除機制光熱效應:材料吸收激光能量后,溫度迅速升高至熔點或沸點。熔化切割:材料熔化后被輔助氣體(如氧氣、氮氣)吹走。汽化切割:材料直接汽化,形成切口。光化學效應(紫外激光):材料吸收高能光子后發生光化學反應(如分子鍵斷裂),實現冷切割。
校準精度:
光路校準:定期對激光光路進行校準,確保激光的傳輸方向和聚焦位置準確無誤。這可以通過專業的光路校準設備和方法來實現,如使用激光準直儀對反射鏡和聚焦鏡進行調整,使激光能夠精確地聚焦在刀模的切割部位,提高切割精度和質量。位置精度校準:檢查刀模在工作臺上的安裝位置是否準確,以及切割頭在運動過程中的定位精度是否符合要求。如有偏差,需要使用校準工具進行調整,以保證切割出的塑料產品尺寸精度和形狀符合設計要求。 激光刀模的切割精度高,保證了模切產品的一致性和互換性。

醫療行業:
醫療器械切割醫用塑料(如PVC、PETG),制作輸液管、導管等精密部件。生物材料加工生物可降解材料(如、PHA),用于組織工程支架、藥物載體。
紡織與服裝行業:
面料切割切割皮革、合成纖維(如聚酯纖維),實現個性化圖案(如印花、鏤空)。服裝輔料制作紐扣、拉鏈、商標等配件,支持小批量定制。
建筑與裝飾行業:
玻璃加工切割鋼化玻璃、藝術玻璃,實現異形圖案(如花紋、文字)。金屬裝飾切割不銹鋼板、鋁合金板,制作屏風、隔斷、雕塑等裝飾件。 激光刀模適用于多種材質,如木板、亞克力、皮革等,具有多樣適用性。明造激光刀模定制
激光刀模作為模切行業的重要工具,正推動著模切技術的不斷創新和發展。山東激光刀模源頭廠家
CO?激光刀模:通過 CO?氣體放電產生激光,經反射鏡組聚焦至材料表面。其對非金屬材料(如紙、木材、塑料)吸收率高,光能快速轉化為熱能使材料氣化或碳化,搭配壓縮空氣可吹除殘渣,避免切口發黑。
光纖激光刀模:激光由光纖激光器產生并通過光纖傳導,聚焦光斑細小。其對金屬材料吸收率高,能量集中使金屬快速熔化,輔助氧氣可吹除熔融物形成切口。相比傳統方式,其能量損耗低,切割速度更快,熱影響區域小。
紫外激光刀模:通過激光倍頻技術將紅外光轉化為紫外光,聚焦光斑極小。利用光化學效應,紫外光子直接打斷材料分子鍵,使材料分解為氣體,實現無熱變形的 “冷加工”,適用于高精度、易受熱影響的材料。 山東激光刀模源頭廠家
- 昆明貼紙刀模供應商 2025-07-23
- 常州透明貼紙刀模 2025-07-23
- 江西標簽貼紙刀模 2025-07-23
- 安徽貼紙刀模廠家直銷 2025-07-23
- 湖南五角星貼紙刀模 2025-07-23
- 常州貼紙刀模DIY刀模 2025-07-22
- 貼紙刀模廠家銷售 2025-07-22
- 昆明矮刀貼紙刀模 2025-07-22
- 浙江貼紙刀模 2025-07-22
- 福建貼紙刀模批發 2025-07-22
- 中山外六角螺絲多少錢 2025-07-23
- 中山壓縮彈簧批發 2025-07-23
- 金華深孔精密冷鍛件廠 2025-07-23
- 舟山鋼平臺生產廠家 2025-07-23
- 金華鋅鋁壓鑄加工 2025-07-23
- 溫州康明斯冷藏車離合器安裝 2025-07-23
- 翁源定制銅編織帶價位 2025-07-23
- 浙江智能升降家居五金加工 2025-07-23
- 異形精密冷鍛件廠 2025-07-23
- 湖南虎克鉚槍507 2025-07-23