湖北預成型錫片國產廠商
來源:
發布時間:2025-07-02
工業制造與材料加工
襯墊與密封材料
? 錫片因延展性強、耐低溫,可作為高溫或高壓環境下的密封墊片(如管道連接、機械部件密封),尤其適合需要無火花、低摩擦的場景(如易燃易爆環境)。
合金基材與鍍層
? 作為錫基合金的原料(如巴氏合金、焊料合金),添加鉛、銅、銀等元素后用于軸承、模具等。
? 鍍錫鋼板(馬口鐵):在鋼材表面鍍錫,增強耐腐蝕性,用于飲料罐、化工容器等。
熱傳導與散熱
? 高純度錫片可作為散熱片或熱界面材料,用于功率器件散熱(利用錫的導熱性)。
鍍錫鋼板的循環回收率達90%以上,讓飲料罐從“一次性使用”走向“無限再生”。湖北預成型錫片國產廠商
行業標準與認證
? 歐盟RoHS指令:限制鉛等6種有害物質,無鉛錫片鉛含量需≤0.1%(質量比)。
? JEDEC J-STD-006B:定義無鉛焊料的成分、物理性能及測試方法,指導行業規范應用。
? IPC-A-610:電子組件可接受性標準,明確無鉛焊點的外觀、尺寸及缺陷判定規則。
未來趨勢
納米技術賦能
? 開發納米顆粒增強型無鉛錫片(如添加碳納米管、石墨烯),進一步提升焊點強度與導熱性。
低溫焊接需求增長
? 柔性電子、玻璃基板焊接推動低熔點無鉛合金(如Sn-Bi-In)的研發與應用。
全流程綠色化
? 從原材料(再生錫)到生產工藝(無廢水排放)再到回收體系,構建無鉛錫片的閉環綠色產業鏈。
湖北預成型錫片國產廠商路由器的信號傳輸模塊內,鍍錫端子以耐腐蝕的觸點,確保網絡數據持續穩定流通。

應用場景
領域 無鉛錫片適用場景 有鉛錫片適用場景
電子焊接與封裝 強制要求場景:如消費電子(手機、電腦)、醫療器械、汽車電子(需滿足環保標準)、食品接觸設備(如咖啡機內部焊點)。 受限場景:只在少數允許含鉛的領域使用,如非環保要求的低端電器、維修替換件、傳統工業設備(需符合當地法規)。
高溫環境 因熔點高,適合高溫服役場景(如汽車發動機周邊元件、工業控制設備),焊點穩定性更好。 熔點低,高溫下易軟化(如超過150℃時強度明顯下降),不適合高溫環境。
精密元件焊接 厚度多為0.03~0.1mm,用于BGA、QFP等精密封裝,但需控制焊接溫度以防元件損壞。 曾用于精密焊接,但因環保限制逐漸被取代。
特殊行業 醫療設備(避免鉛中毒風險)、航空航天(輕量化且環保)。 已基本被淘汰,只在部分非環保區域或老舊工藝中使用。
錫渣回收的「零浪費哲學」:電子廠的廢料錫渣(含錫95%以上)通過真空蒸餾技術(溫度500℃,真空度<1Pa)提純,回收率可達99.5%,在提純后的錫片雜質含量<0.05%,重新用于偏高級方向芯片焊接,真正實現「從焊點到焊點」的閉環利用。
生物降解與錫片的「跨界創新」:日本企業研發的「玉米淀粉-錫片復合包裝」,錫層可降解為無毒的SnO?粉末(粒徑<100nm),土壤中自然降解率達80%以上,為生鮮電商提供「環保+保鮮」的雙重解決方案。

焊接溫度要求不同
無鉛錫片焊接操作 有鉛錫片焊接操作
基礎溫度 熔點較高(217℃~260℃),焊接溫度需控制在 240℃~260℃(如SAC305需245℃±5℃),預熱溫度通常為 120℃~150℃(防止PCB突然受熱變形)。 共晶合金熔點183℃,焊接溫度 210℃~230℃ 即可,預熱溫度較低(80℃~120℃),對元件和板材熱沖擊小。
溫度控制精度 需高精度溫控設備(±5℃以內),避免溫度波動導致焊點不良(如虛焊、過熔);手工焊接時需使用恒溫焊臺,避免長時間高溫接觸元件。 對溫度寬容度較高(±10℃),普通焊臺即可滿足,工藝窗口更寬。
高溫風險 易因溫度過高導致PCB焊盤脫落、元件引腳氧化(如陶瓷電容端電極受損),需嚴格控制焊接時間(單次焊接≤3秒)。 溫度較低,焊接時間可稍長(≤5秒),風險較低。
科研團隊正研發錫片基固態電解質,為下一代高能量密度電池突破技術瓶頸。湖北預成型錫片國產廠商
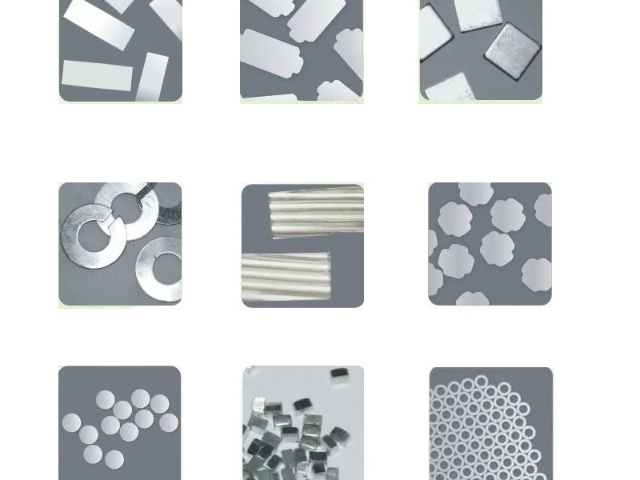
按形態與工藝分類
? 標準焊片:規則形狀(矩形、圓形),厚度通常50μm~500μm,用于熱壓焊接或共晶焊接(如芯片與基板直接貼合)。
? 超薄/超精密焊片:厚度<50μm(如10μm、20μm),表面鍍鎳/金處理,適用于微米級精度的倒裝芯片焊接。
? 異形焊片:根據器件結構定制形狀(如環形、L型),用于復雜三維封裝(如SiP系統級封裝)。
? 預成型焊片:帶助焊劑涂層或復合結構(如中間層含銀膠),簡化焊接工藝,提升良率。
按環保標準分類
? 無鉛錫片:符合歐盟RoHS 2.0、中國GB/T 26125等標準,適用于全球市場。
? 有鉛錫片:只用于RoHS豁免場景(如高溫環境、高可靠性產品)。
上一篇
河南國產錫片價格
下一篇:
深圳有鉛預成型焊片錫片生產廠家
相關新聞
- 浙江半導體封裝高鉛錫膏國產廠商 2025-07-25
- 汕頭有鉛錫膏國產廠家 2025-07-25
- 浙江有鉛預成型焊片錫片國產廠家 2025-07-25
- 吉林無鉛預成型錫片國產廠家 2025-07-25
- 肇慶熱壓焊錫膏價格 2025-07-25
- 江門高溫無鹵無鉛錫膏廠家 2025-07-25
- 東莞預成型錫片多少錢 2025-07-25
- 江蘇有鉛焊片錫片國產廠商 2025-07-25
- 汕頭國產錫片價格 2025-07-25
- 珠海國產錫片供應商 2025-07-24
推薦新聞
- 黑龍江折彎機內嚙合齒輪泵價格 2025-07-29
- 共享換電柜BMS哪里買 2025-07-29
- 高壓電纜接頭售價 2025-07-29
- 濟南泄漏電流傳感器多少錢 2025-07-29
- 嘉興工業溫度/壓力/氧含量傳感器材質 2025-07-29
- 常州數字濾波器廠家價格 2025-07-29
- 質量光纖放大器供應商 2025-07-29
- 遼寧加工線束批量定制 2025-07-29
- 上海什么材質池塘吸污機 2025-07-29
- DHR11BA244負載開關 2025-07-29