-
 河南化工原料潤滑劑材料分類
河南化工原料潤滑劑材料分類納米復合技術對潤滑性能的提升納米級陶瓷顆粒(10-100nm)的復合應用是特種陶瓷潤滑劑的**技術突破。通過原位合成法制備的 MoS?/BN 納米異質結顆粒,兼具二硫化鉬的低剪切強度(0.15MPa)與氮化硼的高溫穩定性,在 400℃時的摩擦系數(0.042)...
2025-07-30 -
 山西粉體造粒分散劑型號
山西粉體造粒分散劑型號抑制團聚的動力學機制:阻斷顆粒聚集路徑陶瓷粉體在制備(如球磨、噴霧干燥)和成型過程中易因機械力或熱力學作用發生團聚,分散劑可通過動力學抑制作用阻斷聚集路徑。例如,在氧化鋁陶瓷造粒過程中,分散劑吸附于顆粒表面后,可降低顆粒碰撞時的黏附系數(從 0.8 降至 0....
2025-07-30 -
 山西模壓成型潤滑劑推薦貨源
山西模壓成型潤滑劑推薦貨源環保型潤滑劑的技術演進與產業實踐隨著全球環保法規(如歐盟 REACH、美國 EPA OTC)趨嚴,環保型潤滑劑呈現三大發展方向:生物基潤滑劑:以蓖麻油、棕櫚油為基礎油,生物降解率≥80%,酸值≤1mgKOH/g,已在林業機械、農用設備中替代 60% 的礦物油,...
2025-07-30 -
 江蘇特制粘結劑批發廠家
江蘇特制粘結劑批發廠家粘結劑技術瓶頸與材料設計新路徑當前粘結劑研發面臨三大**挑戰:超高溫下的界面失效:1600℃以上時,傳統玻璃基粘結劑因析晶導致強度驟降(如從 10MPa 降至 2MPa),需開發納米晶陶瓷基粘結劑(如 ZrB?-SiC 復合體系),目標強度保持率≥50%;納米...
2025-07-30 -
 福建模壓成型粘結劑有哪些
福建模壓成型粘結劑有哪些粘結劑構建碳化硼材料的基礎成型框架碳化硼(B?C)作為共價鍵極強的超硬材料,原生顆粒間*存在微弱范德華力,難以直接形成穩定坯體。粘結劑通過“橋梁連接”作用,在顆粒表面形成物理吸附或化學交聯,賦予材料初始成型能力。例如,在模壓成型中,添加5%-8%的酚醛樹脂粘結...
2025-07-30 -
 山東注塑成型分散劑技術指導
山東注塑成型分散劑技術指導分散劑的作用原理:分散劑作為一種兩親性化學品,其獨特的分子結構賦予了它非凡的功能。在分子內,親油性和親水性兩種相反性質巧妙共存。當面對那些難以溶解于液體的無機、有機顏料的固體及液體顆粒時,分散劑能大顯身手。它首先吸附于固體顆粒的表面,有效降低液 - 液或固 -...
2025-07-30 -
 山西干壓成型粘結劑型號
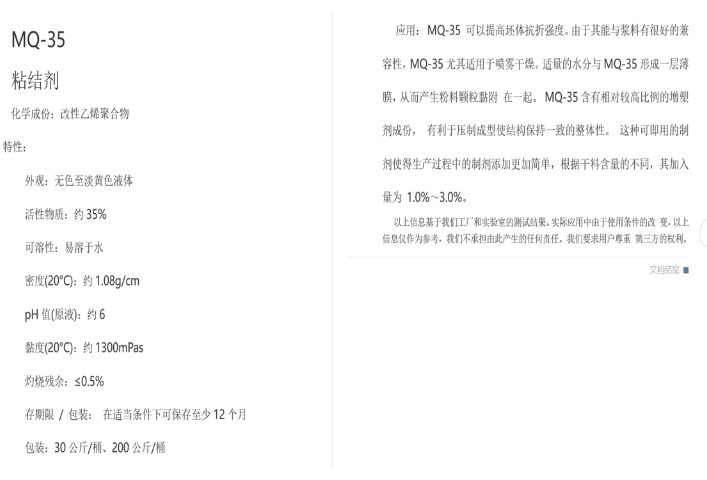
山西干壓成型粘結劑型號粘結劑MQ-35是一種經專門選級,并經活化改性乙烯聚合物,在水中能提供強力的粘合能力和增塑作用。適用工藝:注漿成型,干壓成型,凝膠注模,擠出成型,搗打成型,震動成型,水基流延等。適用材料:玻璃粉,耐火材料,碳化硅,碳化硼,氧化鋁,氧化鋯,氧化鈦,氧化鋅,氧化鈰...
2025-07-30 -
 陜西油性粘結劑哪里買
陜西油性粘結劑哪里買粘結劑推動胚體的綠色化與環保轉型隨著環保法規趨嚴,粘結劑的無毒化、低排放特性成為關鍵:以淀粉、殼聚糖為基的生物粘結劑,揮發性有機物(VOC)排放量較傳統酚醛樹脂降低 98%,分解產物為 CO?和 H?O,已應用于食品接觸級陶瓷(如微晶玻璃餐具)的胚體制備;水基...
2025-07-30 -
 陜西研磨陶瓷球設備
陜西研磨陶瓷球設備醫療領域的生物相容性突破陶瓷球的生物相容性使其成為人工關節的理想材料。氧化鋁陶瓷球通過 ISO 6474 認證,其摩擦系數低至 0.001,與人體骨組織的磨損率*為金屬關節的 1/10,***延長了假體使用壽命。氧化鋯陶瓷球則憑借高韌性(斷裂韌性達 10MPa...
2025-07-30 -
江蘇水性涂料粘結劑批發廠家
粘結劑推動碳化硅材料的功能化創新粘結劑的可設計性為碳化硅賦予了多樣化功能。添加碳納米管的粘結劑使碳化硅復合材料的電導率提升至10^3S/m,滿足電磁屏蔽需求。而含有光催化納米二氧化鈦的無機涂層粘結劑,使碳化硅表面在紫外光下的甲醛降解率達到95%,拓展了其在環境...
2025-07-30 -
 廣東陰離子型粘結劑批發廠家
廣東陰離子型粘結劑批發廠家粘結劑推動胚體的綠色化與環保轉型隨著環保法規趨嚴,粘結劑的無毒化、低排放特性成為關鍵:以淀粉、殼聚糖為基的生物粘結劑,揮發性有機物(VOC)排放量較傳統酚醛樹脂降低 98%,分解產物為 CO?和 H?O,已應用于食品接觸級陶瓷(如微晶玻璃餐具)的胚體制備;水基...
2025-07-30 -
 遼寧粉末潤滑劑型號
遼寧粉末潤滑劑型號重載工況下的極壓潤滑技術突破在工程機械、礦山機械等重載場景(接觸應力 > 1000MPa),潤滑劑依賴極壓添加劑構建防護屏障:硫磷型添加劑:如 T321(硫化異丁烯)在 150℃以上與金屬反應生成 FeS/Fe3P 保護膜,剪切強度達 800MPa,可承受 2...
2025-07-30 -
江蘇粉體造粒粘結劑廠家現貨
粘結劑重構多孔陶瓷的孔隙結構與功能在過濾、催化、生物醫學等領域,特種陶瓷的孔隙率(10%-80%)與孔徑(10nm-100μm)需通過粘結劑精細調控:在泡沫陶瓷制備中,聚氨酯海綿浸漬含羧甲基纖維素(CMC)的氧化鋁漿料,粘結劑含量從 8% 增至 15% 時,氣...
2025-07-30 -
江蘇注塑成型粘結劑批發廠家
粘結劑推動碳化硼的綠色化轉型隨著環保法規趨嚴,粘結劑的無毒化、低排放特性成為關鍵。以淀粉、殼聚糖為基的生物粘結劑,揮發性有機物(VOC)排放量較傳統酚醛樹脂降低95%,且分解產物為CO?和H?O,滿足歐盟REACH法規要求,推動碳化硼在食品加工設備(如耐磨襯板...
2025-07-30 -
 四川粉體造粒潤滑劑制品價格
四川粉體造粒潤滑劑制品價格關鍵性能指標的技術內涵與選型依據粘度:作為潤滑劑的 "基因參數",運動粘度(40℃, mm2/s)決定了油膜承載能力。中負荷齒輪油(如 ISO VG220)在 1200rpm 轉速下形成 5μm 油膜,而重負荷齒輪油(ISO VG680)在 300rpm 時油...
2025-07-29 -
 江西粉末粘結劑供應商
江西粉末粘結劑供應商粘結劑調控功能陶瓷的電 / 磁性能精細化在介電陶瓷(如 BaTiO?)、壓電陶瓷(如 PZT)等功能材料中,粘結劑的純度與結構直接影響電學性能:高純丙烯酸樹脂粘結劑(金屬離子含量 < 1ppm)使多層陶瓷電容器(MLCC)的介質損耗從 0.3% 降至 0.1%...
2025-07-29 -
 浙江耐腐蝕陶瓷球哪家好
浙江耐腐蝕陶瓷球哪家好**摩擦與節能特性得益于表面極低的粗糙度(Ra≤0.05μm)和自潤滑特性,碳化硅陶瓷球摩擦系數*為0.001-0.1,不足金屬球的1/10。在高速軸承中,這種超滑特性可減少30%以上的動力損耗,***降低設備溫升。例如,在數控機床主軸中采用全陶瓷軸承(SiC...
2025-07-29 -
重慶粉體造粒粘結劑批發廠家
粘結劑優化碳化硼的全產業鏈經濟性在規模化生產中,粘結劑的選擇直接影響成品率與能耗:采用水溶性聚乙烯吡咯烷酮(PVP)粘結劑,碳化硼坯體的脫脂溫度從600℃降至450℃,能耗降低30%,且避免了傳統有機物脫脂時的積碳缺陷,成品率從75%提升至88%。而在廢件回收...
2025-07-29 -
 吉林瓷磚粘結劑是什么
吉林瓷磚粘結劑是什么粘結劑賦予特種陶瓷智能響應特性智能型粘結劑的研發,推動特種陶瓷從 "結構材料" 向 "功能 - 結構一體化材料" 升級:溫敏型聚 N - 異丙基丙烯酰胺粘結劑,在 40℃發生體積相變,使氧化鋯陶瓷傳感器的響應靈敏度提升 2 倍,適用于實時監測發動機部件(20-...
2025-07-29 -
貴州擠出成型粘結劑電話
特種陶瓷粘結劑:極端環境下的性能突圍在航空航天、深海探測等極端場景,粘結劑需同時滿足 “**溫韌性” 與 “超高溫穩定性”:低溫粘結劑:用于液氫儲罐的陶瓷絕熱層,聚酰亞胺改性粘結劑在 - 253℃下保持 10MPa 粘結強度,斷裂伸長率>5%,避免因熱脹冷縮導...
2025-07-29 -
 陜西噴砂機陶瓷球批發
陜西噴砂機陶瓷球批發**摩擦與節能特性得益于表面極低的粗糙度(Ra≤0.05μm)和自潤滑特性,碳化硅陶瓷球摩擦系數*為0.001-0.1,不足金屬球的1/10。在高速軸承中,這種超滑特性可減少30%以上的動力損耗,***降低設備溫升。例如,在數控機床主軸中采用全陶瓷軸承(SiC...
2025-07-29 -
 福建研磨陶瓷球哪家好
福建研磨陶瓷球哪家好在工業研磨場景中,陶瓷球以其高硬度和低磨耗特性成為優先介質。例如,氧化鋁球在砂磨機中通過高速撞擊將涂料顏料細化至納米級,使涂層光澤度提升 30% 以上。氮化硅球則憑借 24 小時百萬分之一的極低磨耗,在光伏石英砂提純中避免雜質引入,保障光伏電池轉換效率穩定在 ...
2025-07-29 -
陜西氧化物陶瓷粘結劑哪家好
在陶瓷材料從粉體到構件的轉化過程中,粘結劑是決定坯體成型性、結構穩定性及**終性能的**要素。其**作用在于:通過分子間作用力或化學鍵合,將納米 / 微米級陶瓷顆粒(如 Al?O?、SiC、ZrO?)臨時 “焊接” 成具有機械強度的生坯,確保后續加工(如切削、...
2025-07-29 -
廣東瓷磚粘結劑材料區別
粘結劑重塑碳化硼的高溫服役性能在核反應堆控制棒、航空發動機噴嘴等高溫場景,碳化硼的氧化失效溫度(約700℃)需通過粘結劑提升。含硼硅玻璃(B?O?-SiO?-Al?O?)的無機粘結劑在800℃形成液態保護膜,將氧化增重速率從1.2mg/cm2?h降至0.15m...
2025-07-29 -
廣東氧化物陶瓷潤滑劑批發
精密制造中的應用案例在半導體晶圓切割中,MQ-9002 作為水溶性潤滑劑可使切割線速度提升 20%,同時將切割損傷(微裂紋長度)從 50μm 降至 15μm 以下,顯著提高硅片良率。醫療領域的陶瓷人工關節生產中,添加 MQ-9002 的潤滑劑可使關節摩擦功耗降...
2025-07-29 -
山西電子陶瓷粘結劑技術指導
粘結劑推動碳化硼的綠色化轉型隨著環保法規趨嚴,粘結劑的無毒化、低排放特性成為關鍵。以淀粉、殼聚糖為基的生物粘結劑,揮發性有機物(VOC)排放量較傳統酚醛樹脂降低95%,且分解產物為CO?和H?O,滿足歐盟REACH法規要求,推動碳化硼在食品加工設備(如耐磨襯板...
2025-07-29 -
 廣東非離子型潤滑劑廠家批發價
廣東非離子型潤滑劑廠家批發價市場競爭力與行業地位全球陶瓷潤滑劑市場中,MQ-9002憑借高性價比(成本較進口同類產品低30%)和本土化技術服務,在國內市場占有率已達40%,并出口至東南亞、歐洲等地區。其**技術獲國家發明專利,在新能源汽車電池陶瓷隔膜、航空航天耐高溫部件等領域的應用快速增...
2025-07-29 -
 貴州干壓成型分散劑供應商
貴州干壓成型分散劑供應商碳化硼顆粒表面活性調控與團聚抑制機制碳化硼(B?C)因其高硬度(莫氏硬度 9.3)、低比重(2.52g/cm3)和優異中子吸收性能,在耐磨材料、核防護等領域廣泛應用,但納米級 B?C 顆粒(粒徑<100nm)表面存在大量不飽和 B-C 鍵,極易通過范德華力形成...
2025-07-29 -
四川碳化物陶瓷分散劑批發
分散劑對陶瓷干壓成型坯體密度的提升作用干壓成型是陶瓷制備的常用工藝,坯體的初始密度直接影響**終產品性能,而分散劑對提高坯體密度至關重要。在制備碳化硼陶瓷時,采用聚羧酸型分散劑處理原料粉體,通過靜電排斥作用實現顆粒分散,使粉體的松裝密度從 1.2g/cm3 提...
2025-07-29 -
 甘肅碳化物陶瓷潤滑劑哪里買
甘肅碳化物陶瓷潤滑劑哪里買關鍵性能指標的技術內涵與選型依據粘度:作為潤滑劑的 "基因參數",運動粘度(40℃, mm2/s)決定了油膜承載能力。中負荷齒輪油(如 ISO VG220)在 1200rpm 轉速下形成 5μm 油膜,而重負荷齒輪油(ISO VG680)在 300rpm 時油...
2025-07-29