廣東國(guó)產(chǎn)不銹鋼制管機(jī)產(chǎn)品介紹
自動(dòng)化控制系統(tǒng)的效能:現(xiàn)代不銹鋼制管機(jī)配備的自動(dòng)化控制系統(tǒng),對(duì)提升生產(chǎn)效率與保障產(chǎn)品質(zhì)量穩(wěn)定性發(fā)揮著關(guān)鍵作用。該系統(tǒng)依托可編程邏輯控制器(PLC),實(shí)現(xiàn)對(duì)制管機(jī)各環(huán)節(jié)的控制。在放卷階段,PLC 依據(jù)帶材的厚度、寬度以及預(yù)設(shè)生產(chǎn)速度,自動(dòng)調(diào)節(jié)放卷裝置的張力。比如,當(dāng)帶材厚度為 0.8mm、寬度為 100mm 時(shí),PLC 可自動(dòng)將放卷張力能調(diào)整至 70N 左右,確保帶材平穩(wěn)輸送,避免因張力不當(dāng)引發(fā)帶材變形或卡頓。在成型與焊接過程中,PLC 實(shí)時(shí)監(jiān)測(cè)設(shè)備運(yùn)行參數(shù),如輥輪轉(zhuǎn)速、焊接電流與電壓等,并根據(jù)預(yù)設(shè)參數(shù)范圍自動(dòng)調(diào)整。同時(shí),自動(dòng)化控制系統(tǒng)具備強(qiáng)大的故障診斷功能,一旦設(shè)備出現(xiàn)故障,系統(tǒng)能迅速檢測(cè)出故障點(diǎn),并給出詳細(xì)準(zhǔn)確的報(bào)警信息,方便維修人員及時(shí)維修。例如,當(dāng)焊接電流出現(xiàn)異常波動(dòng)時(shí),系統(tǒng)能在毫秒級(jí)時(shí)間內(nèi)檢測(cè)到并發(fā)出報(bào)警,指出故障可能出在焊接電源或焊接回路的某個(gè)部位。采用自動(dòng)化控制系統(tǒng)后,生產(chǎn)效率可提高 30% 至 50%,廢品率降低 20% 至 30%,極大地減少了人工操作誤差,提高了生產(chǎn)過程的連續(xù)性與可靠性,降低了生產(chǎn)成本。化工管道用不銹鋼制管機(jī)生產(chǎn)管材耐酸堿,適應(yīng)化工環(huán)境。廣東國(guó)產(chǎn)不銹鋼制管機(jī)產(chǎn)品介紹
不同規(guī)格不銹鋼管的生產(chǎn)工藝差異:生產(chǎn)不同規(guī)格的不銹鋼管,其工藝參數(shù)和設(shè)備調(diào)整存在差異。對(duì)于小口徑薄壁不銹鋼管,由于帶材較薄,在放卷和矯平過程中需要更加精確的張力控制和輥間距調(diào)整,以防止帶材變形。在成型過程中,模具的精度要求更高,以確保管材的圓度和焊縫質(zhì)量。高頻焊接時(shí),焊接電流和電壓需要適當(dāng)降低,焊接速度則可以適當(dāng)提高,以避免焊縫過燒或未焊透。定徑過程中,定徑輥的壓力要輕柔,防止管材被壓扁。而對(duì)于大口徑厚壁不銹鋼管,放卷裝置需要具備更大的承載能力和更強(qiáng)的張力調(diào)節(jié)能力。矯平機(jī)的輥?zhàn)又睆胶烷g距要相應(yīng)增大,以適應(yīng)厚帶材的矯平需求。成型模具的結(jié)構(gòu)更加堅(jiān)固,以承受更大的變形力。高頻焊接時(shí),需要較大的焊接電流和電壓,焊接速度相對(duì)較慢。定徑機(jī)的定徑輥材質(zhì)和結(jié)構(gòu)要更加耐磨和堅(jiān)固,以保證對(duì)厚壁管材的定徑效果。此外,不同規(guī)格的不銹鋼管在切斷方式和切斷參數(shù)上也有所不同,需要根據(jù)實(shí)際情況進(jìn)行選擇和調(diào)整。惠州大型不銹鋼制管機(jī)哪里有賣的耐腐蝕不銹鋼制管機(jī)專為特殊環(huán)境,制管抗腐性強(qiáng),延長(zhǎng)使用壽命。
遠(yuǎn)程運(yùn)維服務(wù)拓展:借助物聯(lián)網(wǎng)技術(shù),制管機(jī)的遠(yuǎn)程運(yùn)維服務(wù)將得到進(jìn)一步拓展。設(shè)備制造商可通過網(wǎng)絡(luò)實(shí)時(shí)獲取制管機(jī)的運(yùn)行數(shù)據(jù),對(duì)設(shè)備進(jìn)行遠(yuǎn)程監(jiān)測(cè)與診斷。當(dāng)設(shè)備出現(xiàn)故障時(shí),技術(shù)人員無需到現(xiàn)場(chǎng),可通過遠(yuǎn)程操作對(duì)設(shè)備進(jìn)行調(diào)試與維修,縮短故障處理時(shí)間,提高設(shè)備的可靠性與可用性。同時(shí),遠(yuǎn)程運(yùn)維服務(wù)還能為客戶提供設(shè)備維護(hù)建議、生產(chǎn)工藝優(yōu)化方案等增值服務(wù),增強(qiáng)客戶粘性。例如,根據(jù)設(shè)備運(yùn)行數(shù)據(jù),為客戶提供合理的設(shè)備保養(yǎng)計(jì)劃,延長(zhǎng)設(shè)備使用壽命,提升客戶使用體驗(yàn),促進(jìn)制管機(jī)行業(yè)服務(wù)模式的創(chuàng)新與升級(jí)。
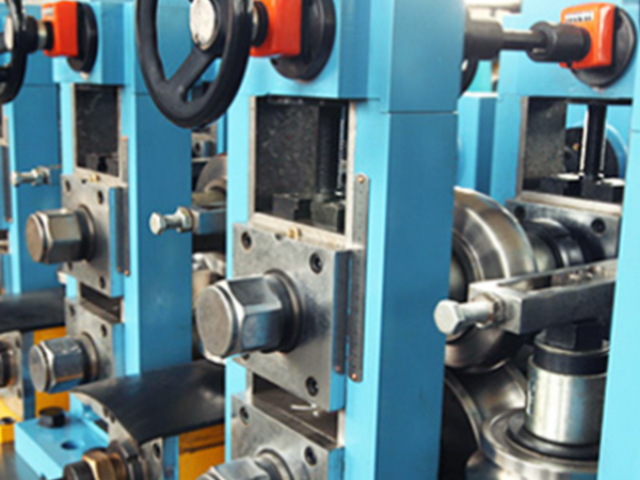
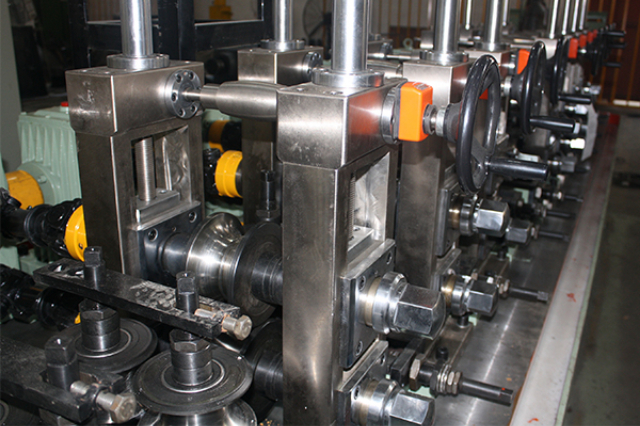
不銹鋼制管機(jī)作為現(xiàn)代金屬加工領(lǐng)域的關(guān)鍵設(shè)備,正日益彰顯其不可或缺的地位。它采用先進(jìn)的自動(dòng)化控制系統(tǒng),操作人員只需在控制面板上精細(xì)設(shè)定各項(xiàng)參數(shù),如管徑、壁厚、長(zhǎng)度等,機(jī)器便能依令而行。其關(guān)鍵的成型工藝獨(dú)具匠心,通過多組軋輥逐步對(duì)不銹鋼帶進(jìn)行卷曲、擠壓,使其完美貼合預(yù)設(shè)的圓形、方形或異形模具,塑造出精細(xì)尺寸的管材。在動(dòng)力系統(tǒng)方面,配備大功率電機(jī),確保穩(wěn)定且強(qiáng)勁的驅(qū)動(dòng)力,讓整個(gè)制管流程高效流暢,哪怕是面對(duì)大強(qiáng)度的連續(xù)作業(yè),也能游刃有余。從原材料的輸入到成品管材的輸出,每一道工序都緊密銜接,極大縮短了生產(chǎn)周期,為企業(yè)搶占市場(chǎng)先機(jī)提供有力支撐。通風(fēng)設(shè)備用不銹鋼制管機(jī)生產(chǎn)管材風(fēng)阻小,適配通風(fēng)系統(tǒng)。

不銹鋼制管機(jī)的故障診斷與排除方法:當(dāng)不銹鋼制管機(jī)出現(xiàn)故障時(shí),準(zhǔn)確的故障診斷和及時(shí)的排除方法至關(guān)重要。常見的故障包括設(shè)備運(yùn)行異常、管材質(zhì)量問題以及電氣故障等。如果設(shè)備運(yùn)行過程中出現(xiàn)異常噪音或振動(dòng),可能是機(jī)械部件松動(dòng)、磨損或潤(rùn)滑不良導(dǎo)致的。此時(shí),需要停機(jī)檢查相關(guān)部件,緊固松動(dòng)的螺栓,更換磨損的零件,并添加潤(rùn)滑劑。若管材出現(xiàn)焊縫缺陷,如裂紋、氣孔等,可能是焊接參數(shù)設(shè)置不當(dāng)、焊接設(shè)備故障或原材料質(zhì)量問題引起的。應(yīng)首先檢查焊接參數(shù)是否符合要求,然后對(duì)焊接設(shè)備進(jìn)行檢測(cè)和維修,同時(shí)對(duì)原材料進(jìn)行質(zhì)量復(fù)查。對(duì)于電氣故障,如電機(jī)不轉(zhuǎn)、控制系統(tǒng)失靈等,要檢查電氣線路是否斷路、短路,電器元件是否損壞。可以使用萬用表、示波器等工具進(jìn)行檢測(cè),更換損壞的電氣元件,修復(fù)故障線路。在故障診斷和排除過程中,要詳細(xì)記錄故障現(xiàn)象和處理方法。不銹鋼制管機(jī)強(qiáng)化密封設(shè)計(jì),保障焊接過程氣體保護(hù)效果。廣西不銹鋼制管機(jī)貨源
裝飾用不銹鋼制管機(jī)生產(chǎn)管材表面光亮,適配裝飾工程需求。廣東國(guó)產(chǎn)不銹鋼制管機(jī)產(chǎn)品介紹
超薄不銹鋼管的精密制造技術(shù):對(duì)于壁厚在 0.1 - 0.5mm 的超薄管材,制管機(jī)需運(yùn)用特殊的氣浮支撐與磁粉探傷技術(shù)。氣浮裝置可減少鋼帶與軋輥之間的摩擦,摩擦系數(shù)可降低至 < 0.05,有效避免管材表面被劃傷;磁粉探傷技術(shù)則能夠檢測(cè)出 0.05mm 級(jí)別的微裂紋。同時(shí),軋制速度需嚴(yán)格控制在 3 - 5m/min,并配合高精度伺服系統(tǒng),從而實(shí)現(xiàn)壁厚偏差 ±0.01mm 的高精度控制。在電子設(shè)備用超薄不銹鋼管的生產(chǎn)中,這些技術(shù)的應(yīng)用保證了管材的高質(zhì)量和高精密性。廣東國(guó)產(chǎn)不銹鋼制管機(jī)產(chǎn)品介紹
- 韶關(guān)哪些不銹鋼制管機(jī)定做價(jià)格 2025-05-20
- 陽(yáng)江智能不銹鋼制管機(jī)設(shè)備廠家 2025-05-20
- 廣州不銹鋼制管機(jī)定做價(jià)格 2025-05-20
- 清遠(yuǎn)耐用不銹鋼制管機(jī)供應(yīng)商家 2025-05-20
- 韶關(guān)耐用不銹鋼制管機(jī)招商 2025-05-20
- 肇慶多功能不銹鋼制管機(jī)直銷價(jià)格 2025-05-20
- 江門特種不銹鋼制管機(jī)產(chǎn)品介紹 2025-05-20
- 廣東國(guó)產(chǎn)不銹鋼制管機(jī)產(chǎn)品介紹 2025-05-20
- 中山供應(yīng)不銹鋼制管機(jī)技術(shù) 2025-05-20
- 珠海智能不銹鋼制管機(jī)價(jià)格合理 2025-05-20
- 重慶EPS線條 2025-05-20
- 青海壓縮機(jī)消音器批發(fā) 2025-05-20
- 湖北中央空調(diào)風(fēng)量調(diào)節(jié)閥按需定制 2025-05-20
- 山東加工單元門批發(fā) 2025-05-20
- 漢南區(qū)直銷蒸汽吹灰器價(jià)格多少 2025-05-20
- 浙江干螺桿真空泵 2025-05-20
- 小袋投料粉粒體卸料機(jī)生產(chǎn)廠家 2025-05-20
- 四川半導(dǎo)體氮?dú)鈙tocker半導(dǎo)體智能工廠改造廠家 2025-05-20
- 廣東臺(tái)達(dá)變頻器VFD022CP4EB-21 2025-05-20
- 陜西直角轉(zhuǎn)向器供應(yīng)商 2025-05-20