陜西磨床測量儀廠家
P7ME設備專為尺寸測量功能而設計。它有兩個版本的框架,版本有3個盲槽,位于機床的內部,可通過適當的電纜或者一個或兩個遠程面板或通過點到點以太網將它們連接到機界面軟件(MHIS)的個人電腦上,而第二個版本的前板有3個卡槽。可根據加工中/加工后所需的測量類型而選取專門的應用軟件,且應給應用軟件配置相應的必要周期。P7ME的兩個硬件接口使得可通過物理I/O或現場總線方式交換信號。通過以太網連接到個人電腦使得遠程用戶界面能夠與機床交換信息、數據與文件,從而讓所有終端用戶可以保證生產以及監控機床本身的使用壽命。馬波斯測量科技可以供應外圓磨床在線加工測量儀軟件。陜西磨床測量儀廠家
可將WRSP60掃描式測頭用于檢查新加工的部件的輪廓是否正確以及用于直接檢測機床中任何表面缺陷,從而避免將此類檢查與檢測傳輸到測量實驗室,以及避免在需要后續返工的情況中將其重新定位在機床中。馬波斯研發的這款WRSP60測頭擁有一個無線傳輸系統,可將其用于在**常用的切屑去除機床上直接掃描零件。在使用WSRP60測頭時,可完成一些采用標準接觸式測頭不能完成的操作或者可**縮短周期時間,如:通過切割程序校正、標準件比較以及跳動檢查而完成輪廓質量控制、零件未對準校正與表面變形檢查,也可將這些測頭用于進行正確定位零件所需的“接觸”。帶有WRI無線接收器的系統接口能夠與安裝在工業或標準個人計算機上的軟件包通信,從而管理并呈現測量值以及獲取數據。可采用WRSP60系統通過對新加工的零件進行輪廓與表面接觸式掃描直接在機床環境對機械加工過程進行精確、完整的質量控制。系統采用無線傳輸系統將數據傳到WRI接收器。通過一個**馬波斯軟件包收集、分析與呈現數據。陜西磨床測量儀廠家UNIMAR測頭應用于連續/中斷內部、外部研磨、高精度車床、加工后測量站、機械加工中心、無中心研磨。
MerlinPlus是收集測量數據用硬件與軟件的綜合體,其旨在優化工業生產分析與控制。MerlinPlus結合了高性能與易用性,因此它非常適合用于管理應用程序和小型手動測量臺。用戶界面的設計旨在確保所有用戶能夠方便使用工業測量手動應用。在計量計算機中,MerlinPlus組合使得可以在各種解決方案中選取更有優勢的解決方案,以滿足生產支持領域的多種要求。MerlinPlus版本是一個結構緊湊的12英寸純平工業版本,而MerlinPlusBox版本可連接到各種尺寸的屏幕或者可在軟件版本中安裝Windows7以及Windows10操作系統。MerlinPlus能夠采用**測量批次處理許多零件類型程序,以有助于生產控制與檢定。用戶界面的設計旨在易于實現系統配置、測量周期定義與批次管理。MerlinPlus的輪廓明確,旨在適應簡單的手動操作以及支持大部分馬波斯測量設備,除此之外,還可通過RS232、USB、以太網或藍牙將它們連接到一些第三方設備上。通過插入自定義頁面,其可開發一種引導順序,以逐步驅動操作員,避免在運行測量周期時產生的任何誤差。
RedCrown2是一種具有高精度球式運動和多種連接選項的筆試測量探針。它可應用于多種應用程序并與各種接口結合使用。它還支持基于客戶的要求進行高水平的定制,為每個需求提供理想解決方案。模擬的RedCrown2版本,帶有LVDT或HBT傳感器,可以與標準的Marposs電子元件一起使用,也可以與市場上的其他電子元件一起使用。這些測量設備也可以在沒有連接器(不插拔)的情況下使用,以便用戶可以選擇自己喜歡的連接器。RedCrown2USB版本,集成了所有的接口電子傳感器內的USB連接器。測量可以顯示在馬波斯的電子單元上(Nemo,Merlin,E9066)或直接連接到一個帶有USB端口的設備,該設備將紅色Crown2USB視為一個虛擬的COM端口。Marposs開發了測量采集軟件(U-Com、Easyacquisition和QSPC);也可以使用一組簡單的協議命令把測量結果集成到其他第三方編程環境中。可以執行靜態和動態測量(比較大采樣頻率:1000次/秒)。數字化的DigiCrown2版本,結合了DigiCrown網絡系統,由于連接器內存中存儲的線性化數據,保證了高水平的測量精度。網絡接口框可以讀取錯誤映射并執行自動補償。連接器中存儲的信息保證了與DigiCrown網絡系統的連接,而不需要編寫單個探針(插件和量規)。MARPOSS嗅探氦氣泄漏測試方案能夠測量10-2 - 10-4 SCC/sec的泄漏,該技術在漏率范圍內取得了良好測試結果。

在電子器件行業,卷對卷工藝(R2R)可在塑料膜或金屬箔的卷材上實現連續生產柔性和大面積的電子器件。卷對卷工藝是一系列生產技術,在兩個活動材料卷間輸送柔性基材,并在輸送中用增材方式連續成形薄膜結構。卷對卷(R2R)是一種十分重要的基材生產工藝,如今,在電動車鋰離子電池(LIB)生產中已發展出許多應用,例如:金屬箔(鋁箔和銅箔)、生產塑料隔膜生產和印刷/柔性薄膜電池極片(陰極和陽極)。在所有這些產品的生產過程中,重要的是降低極片生產中廢品率過高的問題,方法是采用在線質量測量和控制技術,例如用非接觸的測量傳感器檢查寬度。在產線上必須嚴格檢查寬度,因此需要使用非接觸式技術。敏感材料不允許接觸,無法用傳統接觸式方案測量敏感材料,為了實現在線測量寬度,馬波斯/AEROEL推出非接觸式測量技術,這就是激光測量儀。馬波斯測量科技可以供應外圓磨床在線加工測量儀,歡迎聯系咨詢。黑龍江精密測量儀安裝
界面軟件BLU HI的設計讓系統有效和易于使用,是中等傳感器數量和機器尺寸復雜程度應用程序的理想解決方案。陜西磨床測量儀廠家
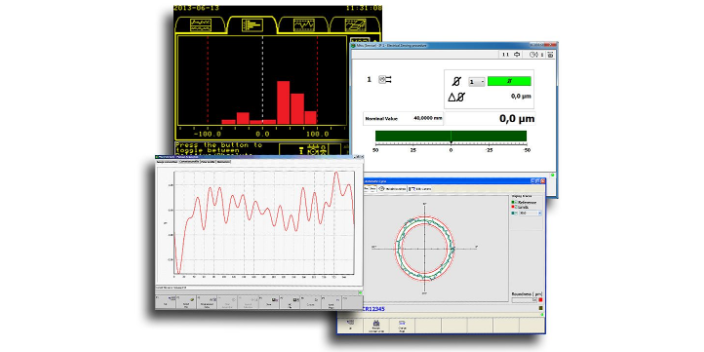
統計過程控制規定了三個活動階段:了解過程:必須在其行為中識別過程,并且必須明確規定每個受控特征的規格界限。可變性的特殊原因必須消除,以使過程穩定。使用控制圖監控生產過程:這些圖表用于及時檢測受控特征的均值或方差的變化。控制圖的目的是識別始終存在的可變性的常見原因,并將其與特殊原因區分開來。統計過程控制的目標不是檢查零件是否良好,而是預測并防止生產出有缺陷的零件。為此,可將控制圖作為預測工具,并確定可能導致生產出有缺陷的零件的原因。一旦控制圖表示存在不穩定的過程(SPC警報),就必須采取措施控制生產,從而限制了部件不合格和生產線的減速。當控制圖沒有發出任何警報信號時,該過程可被視為“穩定”或“受控制”;其“過程能力”可以通過“能力研究”進行計算。過程能力是一種用來計算過程在未來指定限制時間內生產零件的能力的指數。**初的Shewart理論基于過程,其特征*由一種正態分布進行描述。隨著時間的推移,統計過程控制的能力得到了改進,能夠(使用Pearson控制圖)分析不同分布描述的連續特征,(使用P控制圖和NP控制圖)分析離散特征,以及(使用C控制圖)和U控制圖)分析具有多個缺陷的離散特征。陜西磨床測量儀廠家
- 黑龍江后數控機床測量儀方法 2025-07-03
- 安徽數控機床測量儀廠家 2025-07-03
- 上海雙圓盤平面磨床測量儀產品資料 2025-07-02
- 浙江馬波斯測量儀品牌 2025-07-02
- 陜西磨床測量儀廠家 2025-07-02
- 遼寧加工后測量儀品牌 2025-07-02
- 黑龍江Marposs 傳感器價格 2025-07-01
- 安徽數控車床測量儀廠家 2025-07-01
- 黑龍江Marposs測量儀技術 2025-06-30
- 湖北主動測量儀產品資料 2025-06-30
- 湖北鍋爐吹灰器組件 2025-07-03
- 金華攻絲雙工位價格 2025-07-03
- 嘉興光柵尺常見品牌 2025-07-03
- 浙江非標液相色譜購買 2025-07-03
- 海南滅菌柜哪家好 2025-07-03
- 個性化無人酒店的創新服務 2025-07-03
- 山西焊接要多少錢 2025-07-03
- 常州正規浸滲處理便宜 2025-07-03
- 湖北金屬成形機床制造平臺 2025-07-03
- 山西個性化園林綠化工程施工聯系人 2025-07-03