-
 半導體加工超精密精密制造
半導體加工超精密精密制造高精度、高效率高精度與高效率是超精密加工永恒的主題。總的來說,固著磨粒加工不斷追求著游離磨粒的加工精度,而游離磨粒加工不斷追求的是固著磨粒加工的效率。當前超精密加技術如CMP、EEM等雖能獲得極高的表面質量和表面完整性,但以部分放棄加工效率為保證。超精密切削、磨削技術雖然加工效率高,但無法獲得如CMP、EEM的加工精度。探索能兼顧效率與精度的加工方法,成為超精密加工領域研究人員的目標。半固著磨粒加工方法的出現即體現了這一趨勢。另一方面表現為電解磁力研磨、磁流變磨料流加工等復合加工方法的誕生。超精密激光可以高效實現微米級尺寸、特殊形狀、超精度的加工,材料表面無熔化痕跡,邊緣光滑無飛濺物。半導體加...
-
 韓國技術超精密鏡頭夾持器
韓國技術超精密鏡頭夾持器飛秒激光技術在超精密加工領域的應用,如微機械加工、微電子制造等,其重點在于利用飛秒激光的高能量密度和精確控制能力,實現對材料的精細加工。超精密加工技術是指加工精度達到亞微米甚至納米級別的制造技術,主要包括超精密車削、磨削、銑削和電化學加工等方法。這些技術廣泛應用于光學元件、航空航天、精密模具、半導體和醫療器械等領域,能夠滿足高精度、高表面質量的產品需求。超精密鉆孔技術是一種高精度加工方法,能夠實現微米級甚至亞微米級的加工精度。該技術廣泛應用于電子、光學、精密儀器等領域,主要用于加工微型孔、異形孔等復雜結構。其加工設備通常包括數控機床、激光鉆孔系統等,并采用特種刀具和特殊控制系統以確保加工質量。...
-
 芯片超精密吸附板
芯片超精密吸附板精密加工小知識:IT是加工精度的衡量單位,主要為衡量生產產品的精度、品質、加工誤差。IT后面的數值愈大,表示精度越低、誤差越大,如IT9就比IT5來的粗糙;公差等級從IT01,IT0,IT1,IT2,IT3至IT18一共有20個。精密加工技術特色介紹隨著時代變化,工業能力的不斷進步,有可能現在的精密加工也會變成明天的粗加工。常見工藝過程有:車削、銑削、鉆孔、插齒、珩磨、磨削等;若有特殊需求,在車床加工完后還會多一道熱處理的方式,包括:滲碳,淬火,回火等,提升硬度、機械規格。目前精密加工技術能應用在「所有的」金屬材料、塑料、木材、石磨與玻璃上,但由于不同材質的表面都有所差異,所以切割與研磨等數值...
-
 超快激光超精密半導體卡盤
超快激光超精密半導體卡盤要求更小更精密的前列IT產業中,有追求納米級超精密加工的次世代企業,精密加工技術及設計技術為背景,在半導體和電子部件市場中,有生產自動化設備的精密部件,切削工具的企業,上海安宇泰科技有限公司。用自主技術-電解在線砂輪修整技術(ELID)與飛秒激光拋光技術融合在一起,生產世界超精密刀具。為了精巧地剝離一微米以下的超薄膜,開發了非接觸切割方法。電解在線砂輪修整技術(ELID)與飛秒激光拋光融合在一起,生產超精密真空板。采用激光在PCD、PCBN上加工芯片切割機的幾何工藝,制作非鐵金屬切削加工用PCD芯片切割嵌件,微泰的競爭力是超精密加工技術和生產,管理系統。保證產品的徹底的品質檢查。利用自主開發的...
-
 超硬超精密微孔
超硬超精密微孔微泰擁有30多年的技術和專業知識,生產了各種刀具和刀片。切割加工(包括MLCC和薄膜、新能源電池等)所需的切割加工需要超精密的切割加工,需要超精密的切割加工、切割邊緣的角度管理以及良好的材料管理,以防止被切割產品造成損壞。刀具通常有刀片、刀具、輪刀等多種名稱,而刀刃的管理是刀具的關鍵技術。為此,weit提供了一系列值得信賴、可靠的高精度、高質量和長壽命刀具。用于MLCC生產流程的精密刀片,立式刀片切割刀片(雙級刀片)。刀輪:原材料:碳化鎢。應用:用于MLCC制造時切割陶瓷和電極片。·同心度(通常小于10微米)小于10微米·刀鋒直線度小于3微米,小于3微米的切割邊緣上的直度和平行性。刀片三星電子...
-
 超快超精密超細孔
超快超精密超細孔精密和超精密磨削精密、超精密加工發展初期,磨削這種加工方法是被忽略的,因為砂輪中磨粒切削刃高度沿徑向分布的隨機性和磨損的不規則性限制了磨削加工精度的提高。隨著超硬磨料砂輪及砂輪修整技術的發展,精密、超精密磨削技術逐漸成形并迅速發展。金屬結合劑超硬磨料砂輪硬度高、強度大、保形能力強、耐磨性好,往往為精密和超精密磨削、成形磨削所采用。多層金屬結合劑超硬砂輪在實際使用過程中遇到的突出問題是:磨料把持力低、易脫落;磨粒出刃難、出刃后出刃高度難以保持;磨料分布隨機性強。針對磨粒把持力弱的問題,在磨粒表面鍍上活性金屬,通過活性金屬與磨料和結合劑的化學反應與擴散作用,提高結合劑對磨料的把持力,如此誕生了鍍衣...
-
半導體加工超精密晶圓卡盤
隨著電子和半導體產業的快速發展和生物、醫療產業等對超精密的需求,越來越需要能夠加工數微米大小目標物的超精密加工技術。激光微加工是指利用激光束的高能量,在不對要加工的材料造成熱損傷的情況下,通過瞬間熔融和蒸發材料,以數微米至數納米顆粒的大小對材料進行切割、鉆孔等加工。通常,微加工使用皮秒或納秒激光和超短脈沖激光,其波長非常短或脈沖寬度非常短。超短脈沖激光,包括Excimer激光,廣泛應用于眼科、玻璃和塑料的精密加工、精密零件的制造、地球科學和天體研究以及光譜和FBG工藝。據悉,用于微細加工的大部分激光都具有極高的脈沖能量和尖頭輸出功率和能量密度,因此無法通過光纜傳輸激光-光束,而且與能夠穩定傳輸...
-
 超硬超精密打孔
超硬超精密打孔微泰,利用自主自主技術,飛秒激光螺旋鉆孔系統和獨有ELID(電解在線砂輪修正技術),飛秒激光拋光技術,生產各種超精密零部件。MLCC方面有三星電機,日本村田等很多企業的業績,是韓國三星主要供應商。主要生產:1,MLCC吸膜板,2,各種MLCC刀具,刀片。3,MLCC掩模板陣列遮罩板。4,測包機分度盤。5,各種MLCC設備精密零件。MLCC吸膜板,用于在MLCC疊層機和印刷機上,通過抽真空移動0.8微米的生陶瓷片。MLCC吸膜板與MLCC切割刀片在韓國,技術和質量方面有壓倒性優勢,有問題請聯系上海安宇泰環保科技有限公司總代理MLCC刀具方面,生產MLCC垂直刀片,切割刀片,輪刀,修剪刀片,其特點...
-
微加工超精密覆膜貼合工具
微泰利用激光制造和供應超精密零件。從直接用于MLCC和半導體生產線的零件到進入該生產線的設施的零件,他們專門生產需要高精度、高公差和幾何公差的產品。微泰以30年的磨削和成形技術、鉆孔技術和激光技術為基礎,生產并為各行各業的客戶提供各種高質量的精密零件。利用激光進行鉆孔、成形、切割和拋光等所有加工,從樹脂系列到金屬系列,再到陶瓷系列,所有材料的加工都不受限制。在需要時,要找到能夠提供零件和裝配組件的合作伙伴并不容易。微泰,始終致力于成為很好的合作伙伴,并滿足所有這些條件。應用于1,MLCC吸膜板,2,各種MLCC刀具,刀片。3,MLCC掩模板陣列遮罩板。4,測包機分度盤。5,各種MLCC設備精密...
-
 納米級超精密機器人零件
納米級超精密機器人零件超精密加工技術具有多個特點,這些特點使得它在高精度、高質量要求的制造領域中占據重要地位。以下是超精密加工的主要特點:1.高精度:超精密加工技術能夠實現極高的加工精度,通常可以達到微米級甚至納米級。這種高精度加工能力滿足了航空、航天、精密儀器等領域對高精度零件的需求。通過采用先進的加工設備和工藝方法,超精密加工能夠精確控制零件的尺寸精度和形位精度。2.高表面質量:超精密加工技術不僅關注零件的尺寸精度,還重視零件的表面質量。通過優化加工參數和工藝方法,超精密加工能夠獲得具有極低表面粗糙度和高度一致性的零件表面。這種高表面質量的零件在光學、電子、醫療器械等領域具有應用。3.“進化”加工:在超精密加工...
-
 PCD超精密鏡頭夾持器
PCD超精密鏡頭夾持器相信很多人在聽說超精密加工這個詞的時候,都會覺得它是一種神秘高新技術,卓精藝就帶領大家了解這項神秘技術的發展歷史。跟任何一種復雜的技術一樣,超精密加工技術經過一段時間的發展,已經逐漸被大眾所了解和熟悉。超精密加工的發展經歷了如下三個階段。1、技術起源階段20世紀50年代至80年代,美國率先發展了以單點金剛石切削為主的超精密加工技術,用于航天、天文等領域激光核聚變反射鏡、球面、非球面大型零件的加工。2、民用發展階段20世紀80年代至90年代,進入民間工業的應用初期。美國的摩爾公司、普瑞泰克公司,日本的東芝和日立,以及歐洲的克蘭菲爾德等公司在國家的支持下,將超精密加工設備的商品化,開始用于民用精密...
-
韓國技術超精密貼片電容
微泰,采用先進的飛秒激光的高速螺旋鉆削自主技術,進行半導體產業所需的各種形狀的微孔加工,MIN可做到5微米的微孔,公差可做到±2微米,孔距可做到0.3微米。還可以進行MAX10度角的倒錐孔和各種幾何形狀的微孔,飛秒激光利用相對較短的激光脈沖,熱損傷很小,加工對象沒有物性變形層,表面平整,實現超精密微孔加工。MLCC層壓的真空板相同區域內可加工不規則位置的孔;可以混合加工不規則尺寸,孔間距可達0.3μm;可加工多達800,000個孔,用于MLCC印刷吸膜板,MLCC疊層吸膜板,吸附板。激光超精密加工質量的影響因素少,加工精度高,在一般情況下均優于其它傳統的加工方法。韓國技術超精密貼片電容超精密在...
-
 自動化超精密精密噴嘴
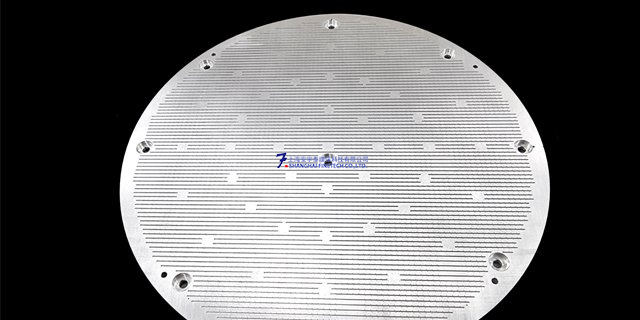
自動化超精密精密噴嘴微泰,利用自主自主技術,飛秒激光螺旋鉆孔系統和獨有ELID(電解在線砂輪修正技術),飛秒激光拋光技術,生產各種超精密零部件。有三星電子,三星電機等諸多企業的業績,四百四十毫米平面方板,平坦度可以做到5微米以下,表面粗糙度RA達0.01微米以下,可以鉆5微米的孔,圓度可以達到95%以上,可以加工不同形狀和尺寸的微孔,MAX可處理八十萬個微孔,刀具方面,刀鋒可以加工到0.2微米厚度,刀片對稱度到達3微米以下,刀片邊緣線性低于5微米以下。我們特別專注于生產需要高難度、高公叉、高幾何公叉的產品,超精密零件,包括耗散零件、噴嘴、索引表和夾鉗,以及用于MLCC和半導體領域的各種精密零件,真空板。可以加工和...
-
 韓國加工超精密顆粒面膜板
韓國加工超精密顆粒面膜板精度高、表面質量好、加工效率高、材料利用率高、能夠加工復雜形狀的零件。超精密加工技術是指加工精度達到亞微米級甚至納米級的制造技術,主要包括超精密車削、磨削、銑削和電化學加工等方法。這些方法能夠實現對硬脆材料、難加工材料和功能材料的精確加工,適用于光學元件、微型機械、生物醫療器件等領域。常見的超精密加工方法有:1.超精密車削:使用金剛石刀具進行加工,能夠實現對非球面和自由曲面的高精度加工。2.超精密磨削:采用超硬磨料磨具,適用于加工硬質合金、陶瓷等高硬度材料。3.超精密銑削:利用金剛石或立方氮化硼刀具,適用于復雜形狀零件的高精度加工。4.超精密電化學加工:通過電解作用去除材料,適用于加工微細、復...
-
高效超精密覆膜貼合工具
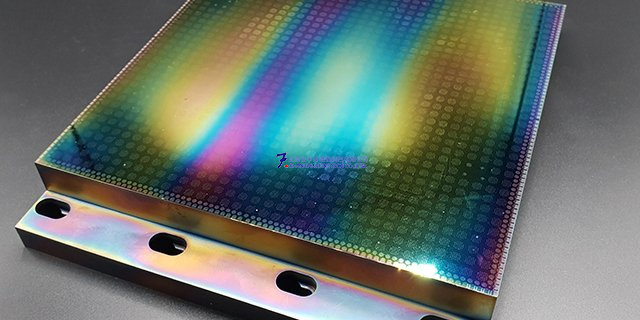
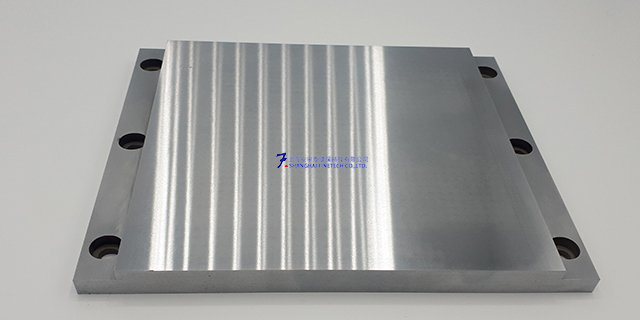
精密磨削技術-電解在線砂輪修整技術(ELID)對于精密零件的加工生產,精密磨削技術是必不可少的。在半導體/LCD、MLCC和新能源電池等領域中,精密元件的使用率很高。常見的磨削技術的問題是,必須根據磨削后的弓形磨損量繼續修整,這給保持同等質量帶來了困難,因為表面狀況會發生細微變化。簡而言之,ELID磨削技術是一種在不斷修整的同時進行拋光的技術。微泰采用了高精度的磨削技術,這些技術都以ELID技術和專有技術為基礎,在這種技術中,我們生產的產品具有高精度、平坦度和高質量,這是很難生產的。真空板ELID磨削技術ELID磨削技術(真空板)。利用電解在線砂輪修整技術(ELID),提高真空吸附板、刀片的表...
-
 工業超精密半導體流量閥
工業超精密半導體流量閥當需要將MLCC印刷工藝中,使用的精密掩模板或形狀困難的產品成型到精確公差時,在一般的激光切割企業中,都會發生因精度而難以加工的事情。因此,我們擁有可以進行精確切割加工的激光加工技術,因此供應客戶所需形狀的MAX質量的激光切割產品。MLCC制造過程中用于濺射沉積的掩模夾具在槽寬、去毛刺和平整度的公差(+0.01)范圍內進行加工很重要,使用超精密激光設備,超高速加工。MLCC掩模板陣列遮罩板(顆粒面膜板)應用與陣列夾具。這是雷達帶線MLCC索引表。1,無限的口袋形狀保證一致性和高精度。2,所有口袋生成的MLCC進入/退出性能相同3,使用黑色氧化鋯實現高耐用性(抗蛀牙)4,高機械性能和耐磨性我們的...
-
微加工超精密相機模組鏡頭切割器
先進的螺旋鉆孔系統是用于加工各種機械零件的高精度微孔的設備,是基于飛秒激光的高速掃描儀系統。在利用現有的納秒激光加工微孔時,由于長激光脈沖產生的熱量積累,會在孔周圍生成顆粒。出現了表面物性值變形等各種問題。飛秒激光利用相對較短的激光脈沖,熱損傷很小,加工對象沒有物性變形層,表面平整,實現超精密微孔加工。本系統的利用先進的螺旋鉆孔技術,采用高速螺旋鉆削技術。應用掃描儀,您可以在任何位置自由調整聚焦點,還可以調節激光束的入射角,從而實現錐度、直錐度可以進行倒錐度等,所需的微孔和幾何加工。本系統通過調整入射角和焦距,可以進行產業所需的各種形狀的加工,可以進行30um到200um的精密孔加工。此外,還...
-
 芯片超精密真空板
芯片超精密真空板超精密加工技術是指加工精度達到亞微米級甚至納米級的制造技術,主要包括超精密車削、磨削、銑削和電化學加工等方法。這些方法能夠實現對硬脆材料、難加工材料和功能材料的精確加工,適用于光學元件、微型機械、生物醫療器件等領域。常見的超精密加工方法有:1.超精密車削:使用金剛石刀具進行加工,能夠實現對非球面和自由曲面的高精度加工。2.超精密磨削:采用超硬磨料磨具,適用于加工硬質合金、陶瓷等高硬度材料。3.超精密銑削:利用金剛石或立方氮化硼刀具,適用于復雜形狀零件的高精度加工。4.超精密電化學加工:通過電解作用去除材料,適用于加工微細、復雜結構的零件。超精密加工技術的發展對提高我國制造業的國際競爭力具有重要...
-
 半導體超精密氣體流量閥
半導體超精密氣體流量閥微泰利用自主技術,飛秒激光螺旋鉆孔系統和獨有ELID(電解在線砂輪修正技術),飛秒激光拋光技術,飛秒激光切割技術,生產各種超精密零部件。測包機分度盤(INDEXTABLE)在MLCC編帶工藝中使用的測包機分度盤生產取得了成功。測包機分度盤在通過拋光加工形成袋子時限制了袋子尺寸。經過多年的發展,微泰發展出一種沒有口袋大小限制的生產方式,可以生產比目前的0201更小的分度盤。微泰MLCC測包機分度盤為客戶提供了高質量的高穩定性和超精密分度盤。適合多種規格尺寸的MLCC分度盤,0201型/0402型/0603型/1005型/1608型分度盤(黑氧化鋯),尺寸小于0201的分度盤(黑氧化鋯),環氧玻璃...
-
微米級超精密測包機分度盤
超精密加工技術的發展趨勢向更高精度方向發展:由現在的亞微米級向納米級進軍,以期達到移動原子的目的,實現原子級加工。向大型化方向發展:研制各類大型的超精密加工設備,以滿足航空、航天、通信和安全的需要。向微型化方向發展:以適應飛速發展的微機械、集成電路的需要。向超精結構、多功能、光、加工檢測一體化等方向發展:多采用先進的檢測監控技術實時誤差補償。新工藝和復合加工技術不斷涌現:使加工的材料的范圍不斷擴大1。超精密激光切割技術已經被應用于精密電子、裝飾、模具、手機數碼、鈑金和五金等行業。微米級超精密測包機分度盤超精密超精密加工主要包括三個領域:超精密切削加工如金剛石刀具的超精密切削,可加工各種鏡面。它...
-
半導體加工超精密機器人零件
微泰利用激光制造和供應精密切割產品。在MLCC印刷過程中,如果需要對精密面罩板或復雜形狀的產品進行精確的切割,則通常的激光切割供應商會遇到難以處理的難題。然而,微泰擁有激光加工技術,能夠進行精密切割加工,并生產和提供高質量的激光切割產品,滿足客戶的需求。應用于MLCC掩模板陣列遮罩板,測包機分度盤。各種MLCC設備精密零件。掩蔽夾具:在MLCC制造過程中進行濺射涂層;在凹槽寬度公差(+0.01)范圍內進行加工、去毛刺同時需要平面度;微泰使用超精密激光設備,超高速加工MLCC掩模板陣列遮罩板超精密加工精細的品質,能大幅提升許多高科技工業的設計與技術,進而提升產品的競爭力。半導體加工超精密機器人零...
-
飛秒激光超精密陶瓷疊層電容
超精密加工技術的特點及其應用超精密加工目前尚沒有統一的定義,在不同的歷史時期,不同的科學技術發展水平情況下,有不同的理解。通常我們把被加工零件的尺寸精度和形位精度達到零點幾微米,表面粗糙度優于百分之幾微米的加工技術稱為超精密加工技術。超精密加工的重要手段包括①超精密切削,如超精密金剛石刀具鏡面車削、銷削和銑削等;②超精密磨削、研磨和拋光;③超精密微細加工(電子束、離子束、激光束加工以及微硅器件的加工、LIGA技術等)。激光超精密打孔是將光斑直徑縮小到微米級,從而獲得高的激光功率密度,幾乎可以在任何材料實行激光打孔。飛秒激光超精密陶瓷疊層電容超精密超精密加工技術在多個領域具有廣泛的應用場景,以下...
-
韓國加工超精密打孔
美國是早期研制開發超精密加工技術的國家。早在1962年,美國就開發出以單點金剛石車刀鏡面切削鋁合金和無氧銅的超精密半球車床,其主軸回轉精度為 0.125μm,加工直徑為?100mm的半球,尺寸精度為±0.6μm,粗糙度為Ra0.025μm。1984年又研制成功大型光學金剛石車床,可加工重1350kg,?1625mm的大型零件,工件的圓度和平面度達0.025μm,表面粗糙度為Ra0.042μm。在該機床上采用多項新技術,如多光路激光測量反饋控制,用靜電電容測微儀測量工件變形,32位機的CNC系統,用摩擦式驅動進給和熱交換器控制溫度等。美國利用自己已有的成熟單元技術,只用兩周的時間便組裝成了一臺小...
-
納米級超精密真空板
微泰,精湛的超精密加工技術,可達到微米級加工,充分考慮材料的特殊性加工超平整零件,平整度公差小于3um零件精密加工的關鍵在于確保高水平的精度和質量,并確保與既定尺寸的偏差小實現。精密加工的半導體晶圓真空卡盤的平面度公差不超過3μm,并通過三維接觸測量儀進行全數檢查和系統質量的管材,為全球客戶提供精密加工。鋁(AL5052、AL6061、AL7075)、不銹鋼(SUS304、SUS316、SUS630)。銅、鎢、鈦和蒙奈爾合金(MONEL)。處理聚醚醚酮(PEEK)、聚甲醛(POM)和聚酰亞胺(PI)等材料,需要精密加工。使用高難度材料,如無氧高導銅(OFHC)制造半導體精密零件。超精密加工的精...
-
日本加工超精密蝕刻
精密、超精密加工技術是提高機電產品性能、質量、工作壽命和可靠性,以及節材節能的重要途徑。如:提高汽缸和活塞的加工精度,就可提高汽車發動機的效率和馬力,減少油耗;提高滾動軸承的滾動體和滾道的加工精度,就可提高軸承的轉速,減少振動和噪聲;提高磁盤加工的平面度,從而減少它與磁頭間的間隙,就可提高磁盤的存儲量;提高半導體器件的刻線精度(減少線寬,增加密度)就可提高微電子芯片的集成度。工業發達國家的一般工廠已能穩定掌握3 μm的加工精度(我國為5 μm)。同此,通常稱低于此值的加工為普通精度加工,而高于此值的加工則稱之為高精度加工。超精密加工對工件材質、加工設備、工具、測量和環境等條件都有要求,需要綜合...
-
高精度超精密無氧銅真空卡盤
通過介于工件和工具間的磨料及加工液,工件及研具作相互機械摩擦,使工件達到所要求的尺寸與精度的加工方法。對于金屬和非金屬工件都可以達到其他加工方法所不能達到的精度和表面粗糙度,被研磨表面的粗糙度Ra≤0.025μm,加工變質層很小,表面質量高。精密研磨的設備簡單,主要用于平面、圓柱面、齒輪齒面及有密封要求的配偶件的加工,也可用于量規、量塊、噴油嘴、閥體與閥芯的光整加工。但精密研磨的效率較低(如干研速度一般為10 - 30m/min,濕研速度為20 - 120m/min),對加工環境要求嚴格,如有大磨料或異物混入時,將使表面產生很難去除的劃傷。拋光是利用機械、化學、電化學的方法對工件表面進行的一種...
-
韓國加工超精密半導體流量閥
高精度、高效率高精度與高效率是超精密加工永恒的主題。總的來說,固著磨粒加工不斷追求著游離磨粒的加工精度,而游離磨粒加工不斷追求的是固著磨粒加工的效率。當前超精密加技術如CMP、EEM等雖能獲得極高的表面質量和表面完整性,但以失去加工效率為保證。超精密切削、磨削技術雖然加工效率高,但無法獲得如CMP、EEM的加工精度。探索能兼顧效率與精度的加工方法,成為超精密加工領域研究人員的目標。半固著磨粒加工方法的出現即體現了這一趨勢。另一方面表現為電解磁力研磨、磁流變磨料流加工等復合加工方法的誕生。超快激光采用的超短脈沖激光是利用場效應進行加工,不僅可以達到更高的精度,并且不會對材料表面造成損傷。韓國加工...
-
 超快超精密噴嘴
超快超精密噴嘴通常,按加工精度劃分,機械加工可分為一般加工、精密加工、超精密加工三個階段。目前,精密加工是指加工精度為10~0.1μm,表面粗糙度為Ra0.1~0.01μm,公差等級在IT5以上的加工技術。但一般加工、精密加工和超精密加工只是一個相對概念,其間的界限將隨著加工技術的進步不斷變化,現在的精密加工可能就是明天的一般加工。凸起字樣被緩慢地往下壓進底部,變成平滑表面看似現代科技的超精密加工,其實在上個世紀早已出現超精密加工的發展經歷了如下三個階段:(1)20世紀50年代至80年代為技術開創期出于航天、大規模集成電路、激光等技術發展的需要,美國率先發展了超精密加工技術,開發了金剛石刀具超精密切削——單...
-
 微米級超精密真空板
微米級超精密真空板超精密加工技術市場是國家高技術集中的市場,它既是高代價、高投入的工藝技術,又是高增值、高回報的工藝技術,世界工業先進國家都把它放在國家技術和經濟振興的重要位置。試舉幾例。(1)超精密零件加工。例如慣性導航儀器系統中的氣浮陀螺的浮子及支架、氣浮陀螺馬達軸承等零件的尺寸精度、圓度和圓柱度都要求達到亞微米級精度;人造衛星儀器軸承是真空無潤滑軸承,其孔和軸的表面粗糙度Rα達到1nm,圓度和圓柱度均為納米級精度,這些零件都是用超精密金剛石刀具鏡面車削加工的。精密液壓控制系統中的精密伺服閥的閥芯與閥套的配合精度也常在亞微米等級,它是用超精密磨削方法加工的。超激光精密打孔的特點是可以在硬度高、質地脆或者軟的...
-
代工超精密氣體流量閥
超精密加工技術當前是指被加工零件的尺寸和形狀精度高于0.1μm,表面粗糙度Ra小于0.025μm,以及機床定位精度的分辨率和重復性高于0.01μm的加工技術,亦稱之為亞微米級加工技術,目前正在向納米級加工技術發展。超精密加工技術在國際上處于前地位的國家是美國、英國和日本。美國是開展超精密加工技術研究很早的國家,也是迄今處于前方地位的國家。英國的克蘭菲爾德精密工程研究所(簡稱CUPE)享有較高聲譽,是當今世界上精密工程的研究中心之一。日本的超精密加工技術的研究相對于英美來說起步較晚,但它是當今世界上超精密加工技術發展很快的國家。尤其在用于聲、光、圖像、辦公設備中的小型、超小型電子和光學零件的超精...