-
貓咪必須打疫苗嗎?科學(xué)養(yǎng)寵不可忽視的健康防線
-
貓咪走丟了還會(huì)回來(lái)嗎?深度解析與尋貓指南
-
夏天給貓?zhí)昝靠茖W(xué)養(yǎng)寵的深度解讀
-
貓咪總望著窗外,真的是想出去玩嗎?揭開(kāi)背后的秘密
-
貓咪花色與性格:美麗外表下的性格密碼??
-
從一窩小貓中挑到心儀愛(ài)貓?這份選貓秘籍請(qǐng)收好!
-
助力貓咪長(zhǎng)壽的關(guān)鍵習(xí)慣,你都做到了嗎?
-
狗狗每天需要多大運(yùn)動(dòng)量?一文讀懂狗狗的運(yùn)動(dòng)需求
-
新手鏟屎官必看!如何挑選適合自己的貓咪品種
-
貓咪的24小時(shí):揭秘喵星人的日常 “忙碌” 生活
江西電子焊接錫膏報(bào)價(jià)
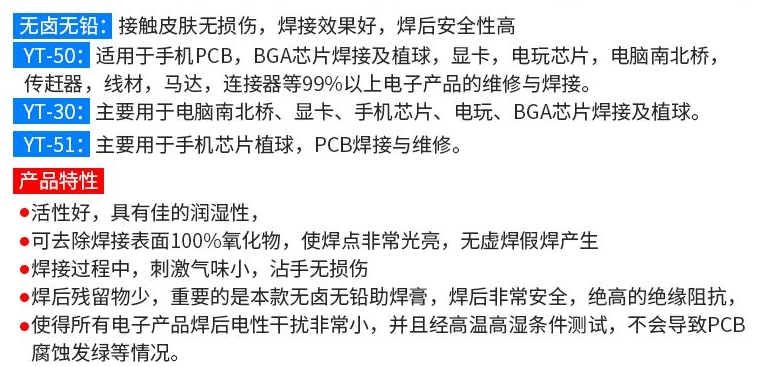


兼容氮?dú)獗Wo(hù)(氧含量≤50ppm)與空氣環(huán)境,滿足不同產(chǎn)線條件。江西電子焊接錫膏報(bào)價(jià)
某醫(yī)療設(shè)備廠商制造心電圖機(jī)時(shí),對(duì)電路板焊接要求極高,需確保焊點(diǎn)可靠且無(wú)有害物質(zhì)殘留。之前使用的錫膏在焊接微小元件時(shí),易產(chǎn)生空洞,影響電氣性能,且助焊劑殘留可能對(duì)設(shè)備穩(wěn)定性有潛在威脅。改用吉田無(wú)鹵無(wú)鉛錫膏后,問(wèn)題迎刃而解。該錫膏通過(guò) SGS 無(wú)鹵認(rèn)證,助焊劑殘留固體含量低至 3%。在焊接 0.2mm 焊盤(pán)時(shí),空洞率低于 2%,保障了信號(hào)傳輸穩(wěn)定。經(jīng)長(zhǎng)時(shí)間老化測(cè)試,心電圖機(jī)性能穩(wěn)定,為醫(yī)療診斷提供了可靠保障,也助力企業(yè)產(chǎn)品符合更嚴(yán)格的醫(yī)療行業(yè)標(biāo)準(zhǔn),拓展市場(chǎng)份額。江西電子焊接錫膏報(bào)價(jià)
- 吉林電子焊接錫膏多少錢(qián) 2025-06-27
- 山東半導(dǎo)體封裝高鉛錫膏供應(yīng)商 2025-06-27
- 浙江高溫?zé)o鹵無(wú)鉛錫膏報(bào)價(jià) 2025-06-27
- 東莞固晶錫膏價(jià)格 2025-06-27
- 天津固晶錫膏廠家 2025-06-27
- 浙江有鉛錫膏多少錢(qián) 2025-06-27
- 廣州半導(dǎo)體封裝高鉛錫膏價(jià)格 2025-06-27
- 廣州高溫?zé)o鹵無(wú)鉛錫膏工廠 2025-06-27
- 佛山中溫錫膏生產(chǎn)廠家 2025-06-27
- 江西電子焊接錫膏報(bào)價(jià) 2025-06-27
- 廣東改造項(xiàng)目干式真空有載分接開(kāi)關(guān)作用 2025-06-27
- 上海漏電保護(hù)開(kāi)關(guān)區(qū)別 2025-06-27
- 西藏技術(shù)消防巡檢控制柜價(jià)格實(shí)惠 2025-06-27
- 北京出口熔斷器 2025-06-27
- 福建進(jìn)口微電機(jī)多少錢(qián) 2025-06-27
- 珠海化學(xué)檢測(cè)資格 2025-06-27
- 長(zhǎng)寧區(qū)綜合生核劑設(shè)計(jì) 2025-06-27
- 南京定制涂膠顯影機(jī)量大從優(yōu) 2025-06-27
- 蘇州恒功率直流穩(wěn)壓電源品牌商家 2025-06-27
- 西安高壓開(kāi)關(guān)測(cè)試電源生產(chǎn) 2025-06-27